Trattamento termico dei metalli: Processi, materiali e standard
Il trattamento termico determina le proprietà meccaniche di un componente metallico: Durezza, tenacità, resistenza all'usura e alla fatica. Che si tratti di una ruota dentata, di un albero a gomito, di una struttura aerospaziale o di un elemento di collegamento, nessuna parte metallica critica per la sicurezza può funzionare senza un trattamento termico corretto.
I progettisti e gli acquirenti tecnici che comprendono le differenze tra tempra, rinvenimento, ricottura, cementazione e nitrurazione possono evitare costosi errori. Sia in fase di progettazione, che di disegno o di approvvigionamento. Questa panoramica spiega tutti i processi di trattamento termico più comuni per metalli, materiali e standard.
Che cos'è il trattamento termico?
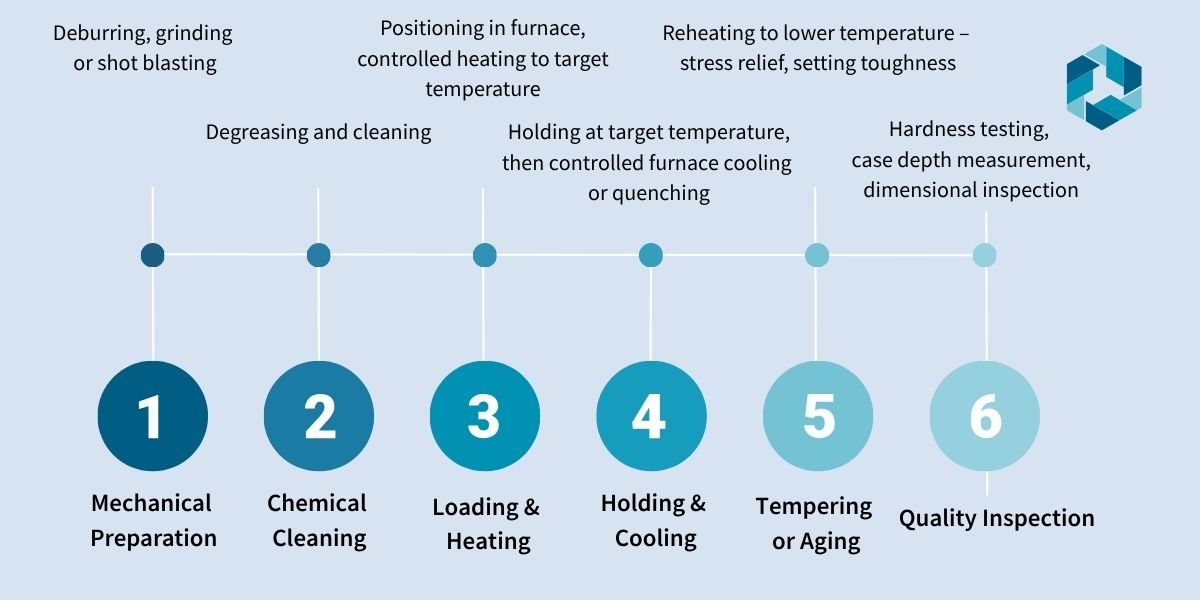
Il trattamento termico si riferisce a tutti i processi termici per l'ottenimento di Miglioramento delle proprietà meccaniche di materiali metallici. Il principio: riscaldamento a determinate temperature - frequentemente su Temperature più elevate sopra la temperatura di trasformazione -, mantenimento e raffreddamento controllato. Non viene applicato alcun materiale estraneo, né viene rimosso alcun materiale.
I trattamenti termici sono utilizzati per diversi materiali. Si va dai metalli alle plastiche, al legno e ai materiali compositi. In questa sede, tuttavia, si prenderà in considerazione solo il trattamento termico dei metalli.
I tre parametri decisivi sono la temperatura, il tempo di mantenimento e la velocità di raffreddamento. Raffreddamento rapido (quenching) viene generato Elevata durezza e resistenza a causa della formazione di martensite. Raffreddamento più lento nel forno produce una struttura morbida e tenace. Il rinvenimento a basse temperature costruzioni tensioni interne e fornisce il rapporto desiderato di Durezza e tenacità in.
Da distinguere dai rivestimenti superficiali come la galvanica, l'anodizzazione o il PVD: questi ultimi modificano solo lo strato più esterno applicando materiale. Il trattamento termico modifica la microstruttura del materiale stesso o di una zona definita del bordo (cementazione, nitrurazione).
Trattamento termico: panoramica
- Definizione: il trattamento termico è la modifica mirata della microstruttura dei materiali metallici mediante riscaldamento, mantenimento e raffreddamento controllato. L'applicazione o la lavorazione del materiale non sono incluse.
- Obiettivo: regolazione mirata della durezza, della resistenza, della tenacità, della resistenza all'usura o delle tensioni residue.
- Materiali adatti: acciaio, ghisa, leghe di alluminio e titanio, acciai inossidabili resistenti alla precipitazione.
- I processi più importanti: Tempra, rinvenimento, bonifica, ricottura (diversi tipi), cementazione, nitrurazione, tempra a induzione, ricottura in soluzione e invecchiamento.
- Le norme centrali sono: DIN EN 10052 per i termini e DIN EN 10083 per gli acciai bonificati. La DIN EN ISO 683 si applica agli acciai da cementazione. AMS 2759 e AMS 2770 per le applicazioni aerospaziali.
Qual è lo scopo del trattamento termico dei metalli?
Il trattamento termico viene utilizzato per regolare in modo specifico una o più delle seguenti proprietà:
- Aumenta la durezza e la resistenza all'usura, ad esempio per utensili da taglio, ruote dentate, anelli per cuscinetti a rulli e alberi a camme.
- Regolazione definita della resistenza e del punto di snervamento - ad esempio per viti di classe di resistenza 8.8 - 12.9, bielle e alberi a gomito
- Migliorare la tenacità e la duttilità, ad esempio mediante rinvenimento dopo la tempra o rinvenimento di componenti sollecitati dinamicamente.
- Ridurre le tensioni residue, ad esempio dopo la saldatura, la forgiatura, la fusione o la formatura a freddo (ricottura di distensione).
- Migliorare la lavorabilità, ad esempio con una ricottura morbida prima della lavorazione di acciai altamente legati.
- Omogeneizzare la struttura dei grani, ad esempio normalizzando dopo la forgiatura o la colata.
- Preparazione per i trattamenti successivi - ad esempio, ricottura in soluzione prima dell'invecchiamento di leghe di alluminio o titanio
- Tempra superficiale per anime dure - ad es. cementazione o nitrurazione per ingranaggi e alberi
Quali sono i tipi di trattamento termico?
La norma DIN EN 10052 distingue i processi di trattamento termico in base alla microstruttura desiderata e al processo termico. Nella pratica industriale vengono utilizzati i seguenti processi principali:
| Procedura | Breve descrizione | Obiettivo | Materiali tipici |
| Indurimento | Austenitizzazione + tempra | Durezza massima (martensite) | Acciaio da 0,3 % C, acciaio per utensili |
| Tempra | Riscaldo dopo la tempra (100-700 °C) | Aumento della tenacità, riduzione della fragilità | Tutti gli acciai temprati |
| Bonifica | Tempra + rinvenimento elevato (500-700 °C) | Rapporto ottimale tra resistenza e durezza | Acciai da trattamento termico (42CrMo4 e altri) |
| Ricottura normale | Riscaldamento tramite AC3, raffreddamento lento in aria | Struttura fine e uniforme | Acciaio dopo la forgiatura/fusione |
| Ricottura morbida | 650-750 °C, raffreddamento molto lento | Massima lavorabilità | Acciaio altamente legato, acciaio per utensili |
| Ricottura sotto sforzo | 450-650 °C, raffreddamento in forno | Riduzione delle sollecitazioni residue senza modifiche strutturali | Acciaio, ghisa, acciaio inox |
| Ricristallizzazione ricottura | circa 0,4 × temperatura di fusione | Annullamento dell'indurimento del lavoro | Metalli formati a freddo |
| Ricottura in soluzione | a seconda della lega (ad esempio 480-560 °C per Al) | Sciogliere i precipitati, base per la polimerizzazione | Alluminio, titanio, acciaio austenitico |
| Invecchiamento (polimerizzazione) | Temperature medio-basse dopo la ricottura in soluzione (Al: 120-200 °C; acciai indurenti per precipitazione come il 17-4PH: 480-620 °C) | Indurimento per precipitazione | Leghe di alluminio (T6 e altre), 17-4PH |
| Cementazione | Carburazione + indurimento dello strato superficiale | Strato superficiale duro, nucleo resistente | Acciai da cementazione (16MnCr5 e altri) |
| Nitrurazione / nitrocarburazione | Iniezione di azoto a 500-530 °C | Strato di bordo duro, senza tempra | Acciai da nitrurazione, acciai da trattamento termico |
| Tempra a induzione | Riscaldamento locale per induzione + tempra | Indurimento selettivo dello strato superficiale | Acciaio, in particolare sulle sedi dei cuscinetti/ingranaggi |
Vantaggi e svantaggi dei trattamenti termici
Il trattamento termico presenta numerosi vantaggi e svantaggi, a seconda dell'applicazione. Ecco un confronto.
| Vantaggi | Svantaggi |
| Aumento significativo della durezza senza applicazione di materiale | Deformazioni e variazioni dimensionali - spesso è necessaria una rilavorazione |
| Nessun materiale estraneo: proprietà nel materiale di base | Non tutte le leghe possono essere trattate termicamente |
| Ampia gamma di processi per diversi profili di esigenze | I parametri di processo devono essere rispettati con precisione - rischio di scarto |
| Possibilità di tempra superficiale - la cementazione e la nitrurazione consentono di ottenere una superficie dura con un nucleo resistente | Sforzo crescente per geometrie complesse e tolleranze strette |
| Può essere facilmente integrato in processi di serie (forni continui e batch) | Sono necessari sistemi di gas inerte o di vuoto per i materiali sensibili all'ossidazione. |
| Parzialmente reversibile: gli acciai induriti possono essere riportati allo stato lavorabile con una ricottura morbida. | Con successivo trattamento galvanico: rischio di infragilimento da idrogeno negli acciai ad alta resistenza (> 1000 MPa) - prescrivere la ricottura di fragilità |
| Tempi di ciclo brevi per processi semplici (ricottura, rinvenimento) | Il titanio e le leghe speciali richiedono sistemi specializzati e certificati |
Trattamento termico dei metalli: Tutti i materiali in sintesi
Non tutti i materiali metallici sono adatti a tutti i processi di trattamento termico. La seguente panoramica mostra cosa è possibile fare e a cosa devono prestare attenzione i progettisti e gli acquirenti:
1. trattamento termico dell'acciaio (non legato e basso legato) - ✅ Molto adatto
L'applicazione classica. Quasi tutti i processi sono disponibili e testati industrialmente. L'idoneità ai processi di tempra dipende dal contenuto di carbonio: da 0,3 % C utile, da 0,6 % C piena temprabilità. Per gli acquirenti, l'acciaio con un numero di materiale e una condizione di trattamento termico è il caso più semplice.
2. Trattamento termico della ghisa - ✅ Ben si presta
La ghisa ha un comportamento chimico simile a quello dell'acciaio e può essere sottoposta a distensione, normalizzazione e, in casi particolari, a tempra a induzione o a fiamma. La struttura grezza della ghisa richiede un pre-trattamento accurato e un riscaldamento lento. I residui di agenti distaccanti del processo di colata devono essere rimossi prima del trattamento termico.
3. trattamento termico dell'alluminio - ✅ Ben si presta (tempra)
Le leghe di alluminio temprabili (6061, 7075, 2024, ecc.) possono essere notevolmente aumentate di resistenza mediante ricottura in soluzione e invecchiamento. Le leghe non temprabili (5052, 3003) possono essere trattate solo mediante ricottura di ricristallizzazione. I pezzi pressofusi spesso reagiscono in modo problematico al trattamento T6 (blistering). Nota: il trattamento termico e l'anodizzazione devono essere pianificati nella giusta sequenza.
4. trattamento termico dell'acciaio inossidabile (ad es. 17-4PH, 17-7PH) - ⚠️ Misto
Gli acciai inossidabili martensitici e a indurimento per precipitazione come 1.4542 (17-4PH) o 1.4568 (17-7PH) possono essere adattati in modo specifico. La resistenza e la tenacità possono essere personalizzate mediante ricottura in soluzione e invecchiamento. La condizione target (da H900 a H1150 a 17-4PH) deve essere specificata nel disegno in conformità alla norma AMS 5643.
Gli acciai inossidabili austenitici non hanno una struttura di trasformazione e non possono essere influenzati dalla tempra e dal rinvenimento. Sono possibili le seguenti operazioni: Ricottura in soluzione (per sciogliere i carburi di cromo dopo la saldatura, per evitare la sensibilizzazione) e ricottura di distensione. Non è possibile aumentare la durezza. Alternative: PVD, nitrocarburazione, formatura a freddo.
5. trattamento termico del titanio - ⚠️ Condizionatamente adatto, gas di schermatura obbligatorio
La resistenza del Ti-6Al-4V e di altre leghe alfa-beta può essere regolata mediante ricottura e invecchiamento in soluzione (STA). Criticità: il titanio reagisce immediatamente con ossigeno e azoto a temperature elevate.
Si forma uno strato di contaminazione alfa fragile („caso alfa“), che non è visibile ma è fondamentale per la sicurezza. L'atmosfera di gas inerte o il vuoto sono obbligatori. Acquistare solo da aziende certificate NADCAP. Standard di riferimento: AMS 4928, DIN EN 2002.
6. trattamento termico del rame e delle leghe di rame - ⚠️ Limitato
Il rame e l'ottone sono sottoposti a distensione mediante ricottura di ricristallizzazione e sono esenti da incrudimento. Non è possibile aumentare la resistenza mediante tempra - eccezione: il rame al berillio (CuBe2) può essere temprato per precipitazione e raggiunge una resistenza di oltre 1300 MPa. I processi di tempra classici per l'acciaio non possono essere utilizzati per i materiali in rame.
7. trattamento termico dello zinco pressofuso - ❌ Non adatto
La pressofusione di zinco non contiene ferro: non è possibile la formazione di martensite o di strati di diffusione. Alternative per l'indurimento o la protezione: processi galvanici, cromatura, verniciatura a polvere.
8. trattamento termico delle materie plastiche - ❌ Non comparabile
I trattamenti termici delle materie plastiche (rinvenimento, invecchiamento per la riduzione dei monomeri residui) non sono fisicamente paragonabili ai trattamenti termici dei metalli. Non avviene alcuna trasformazione strutturale. I processi sono specifici per il materiale e non sono regolati da standard metallurgici.
Norme e specifiche rilevanti per il trattamento termico
I seguenti standard si applicano alle offerte e ai disegni per il trattamento termico:
- DIN EN 10052 - Termini utilizzati nel trattamento termico dei materiali ferrosi (standard terminologico centrale - definisce in modo vincolante tutti i termini di processo)
- DIN EN ISO 683-1/-2/-3 - Acciai bonificati e acciai da cementazione: composizione chimica, proprietà meccaniche e condizioni tecniche di fornitura
- DIN EN 10083-1/-2/-3 - Acciai bonificati: composizione chimica, proprietà meccaniche e condizioni tecniche di fornitura
- DIN EN ISO 2639 - Determinazione e verifica della profondità di cementazione CHD
- DIN EN ISO 18203 - Determinazione della profondità dello strato di nitrurazione e della profondità della durezza di nitrurazione NHD
- DIN EN 515 - Leghe di alluminio: Etichettatura degli stati di trattamento termico (T4, T6, T73 ecc.)
- AMS 2750 - Pirometria: calibrazione della temperatura e classi di forni per impianti di trattamento termico (aerospaziale, requisito obbligatorio in aggiunta a NADCAP)
- AMS 2759 (serie) - Trattamento termico dell'acciaio nell'industria aerospaziale (USA, SAE)
- AMS 2770 - Trattamento termico delle leghe di alluminio (aerospaziale)
- AMS 4928 - Lega di titanio Ti-6Al-4V, trattata termicamente
- AMS 5643 - 17-4PH Acciaio inox, stati H900-H1150
- NADCAP - Accreditamento di processo per processi speciali, compreso il trattamento termico (obbligatorio nell'industria aerospaziale)
- Standard di fabbrica OEM - Ad esempio, gli standard BMW GS, gli standard VW TL: contrattualmente vincolanti per i fornitori del settore automobilistico.
Lista di controllo per gli acquirenti: requisiti per i rivestimenti in appalto
- Certificazione secondo DIN EN ISO 9001 - o specifica del settore: IATF 16949 (automotive), AS9100 / NADCAP (aerospaziale)
- Qualificazione del forno e monitoraggio della temperatura documentati - nell'industria aerospaziale secondo AMS 2750, in generale secondo i requisiti del cliente o NADCAP
- Parametri di processo tracciabili: Protocollo batch, registrazione della temperatura, curva di raffreddamento
- Apparecchiature di prova interne per la misurazione della durezza (HRC, HV, HB) e la verifica della profondità del rivestimento (micrografia, profilo di profondità della durezza Vickers)
- Dimostrare l'esperienza nel processo attraverso parti di riferimento o documentazione di processo per il processo specificamente richiesto.
- Sistemi di protezione a gas o sottovuoto per materiali sensibili all'ossidazione (titanio, leghe speciali, acciai alto legati)
- Gestione documentata della distorsione: processo di raddrizzamento, controllo dimensionale dopo il trattamento termico, rettifica possibile?
- Riferimenti dell'industria di riferimento o di geometrie di componenti comparabili.
- Informazioni chiare su capacità, dimensioni massime dei componenti, tempi di consegna e quantità minime
Esempi di trattamento termico dalle industrie

| Industria | Componenti tipici | Obiettivo primario del trattamento termico |
| Automotive | Alberi a gomito, bielle, alberi di trasmissione, alberi a camme, ruote dentate, alberi di trasmissione, molle, viti | Resistenza all'usura, resistenza alla fatica, classi di resistenza definite |
| Costruzione di macchinari | Alberi, assali, ruote dentate, mandrini, pistoni idraulici, guide | Forza, resistenza all'usura, stabilità dimensionale |
| Costruzione di utensili | Utensili da taglio, utensili di punzonatura, stampi per presse, utensili di formatura | Durezza massima, durezza a caldo, durata dell'utensile |
| Aerospaziale | Componenti strutturali in acciaio, telaio, componenti in Ti (Ti-6Al-4V), componenti strutturali in alluminio | Elevata resistenza con peso minimo |
| Tecnologia di difesa | Canne, supporti per serrature, acciaio corazzato, componenti di sistema | Durezza continua, tenacità, protezione balistica |
| Tecnologia energetica | Alberi di turbine, recipienti a pressione, tubazioni, elementi di fissaggio | Resistenza al creep, resistenza alla compressione, scarico delle tensioni residue dopo la saldatura |
| Veicoli ferroviari | Assali, ruote, dischi dei freni, giunti, telai dei carrelli | Resistenza alla fatica, resistenza all'usura, omogeneità strutturale |
| Connettori ed elettronica | Parti di contatto, elementi di collegamento | Riduzione delle tensioni residue, stabilità dimensionale |
| Stampa 3D (metallo) | Componenti SLM/DMLS (Ti, Inconel, maraging) | Riduzione delle tensioni residue, densità, omogeneizzazione strutturale |
Trattamento termico presso FACTUREE
Come piattaforma di approvvigionamento digitale per i pezzi di trafilatura, FACTUREE offre l'accesso a una rete qualificata di verniciatori specializzati. I partner eseguono trattamenti termici che vanno dalla semplice ricottura di distensione al trattamento termico certificato NADCAP per l'industria aerospaziale.
State cercando un'azienda di trattamento termico vicino a voi? FACTUREE trova l'azienda giusta a livello regionale o nazionale, in base a capacità, specializzazione e certificazione. Trattamento termico a Berlino, Monaco, Stoccarda o in altre località: accesso diretto senza lunghe ricerche di fornitori.
Oltre ai processi standard, offriamo trattamenti termici in conformità a DIN EN 10083, AMS 2759, AMS 2770, MIL-Specs e processi conformi a AS9100 e NADCAP. Contattateci - la fattibilità e la disponibilità saranno chiarite in modo rapido e diretto.
I vostri vantaggi quando acquistate tramite FACTUREE: Rete qualificata di aziende galvaniche certificate (DIN EN ISO 9001, NADCAP, ecc.) Preventivi rapidi per rivestimenti standard e personalizzati. Requisiti specifici trasparenti direttamente nella richiesta Supporto nella scelta degli standard (DIN EN ISO 4042, DIN 50961 ecc.) Flessibilità con le quantità: Dal prototipo alla grande serie