Zincatura dei metalli: Conoscenze per acquirenti e ingegneri
La zincatura è il processo più utilizzato al mondo per la protezione attiva dalla corrosione dell'acciaio. Lo strato metallico di zinco agisce come anodo catodico sacrificale. Protegge il materiale di base anche se la superficie è danneggiata meccanicamente. Questo vale per componenti che vanno dai singoli prototipi alla produzione su larga scala, dall'ingegneria meccanica alle infrastrutture.
È possibile evitare costosi errori nella selezione dei processi, nelle specifiche dei disegni e nell'approvvigionamento. I progettisti e gli acquirenti tecnici che conoscono la zincatura a caldo, l'elettrozincatura e i rivestimenti in lega come lo ZnNi e li specificano correttamente risparmieranno sui costi di reclamo e garantiranno la protezione dalla corrosione richiesta a lungo termine.
Che cos'è la zincatura?
La zincatura è un processo di protezione delle superfici metalliche che prevede l'applicazione di uno strato di zinco sull'acciaio o su materiali ferrosi. Lo zinco protegge il materiale di base in due modi contemporaneamente. Da un lato, lo zinco agisce come uno strato barriera che tiene lontani umidità e ossigeno. Dall'altro, agisce come anodo catodico sacrificale, dissolvendosi preferenzialmente per via elettrochimica e proteggendo così attivamente l'acciaio dalla corrosione.
Questa protezione catodica è il vantaggio tecnico decisivo rispetto ai processi organici come la verniciatura a polvere o la verniciatura a umido. Anche se il rivestimento di zinco viene danneggiato ai bordi o alle interfacce, la protezione rimane intatta.
Lo strato di zinco può anche rompersi localmente in presenza di sollecitazioni meccaniche. Tuttavia, lo zinco continua a proteggere l'acciaio esposto nell'area circostante. Questa proprietà è chiamata protezione catodica a distanza o protezione sacrificale. È il motivo per cui la zincatura viene utilizzata per applicazioni all'aperto con elevata corrosività.
La zincatura a caldo modifica solo leggermente la struttura del materiale di base. Questo perché bisogna tenere conto della temperatura del bagno di circa 450 °C per gli acciai ad alta resistenza. La zincatura avviene a temperatura ambiente ed è quindi adatta senza limitazioni agli elementi di fissaggio fino alla classe di resistenza 8.8 compresa.
Pretrattamento durante la zincatura
Il pretrattamento è la fase più critica del processo di zincatura. Una superficie non sufficientemente pulita o attivata porta a difetti, a una mancata adesione e a una ridotta protezione dalla corrosione. Indipendentemente dalla qualità del processo di zincatura vero e proprio.
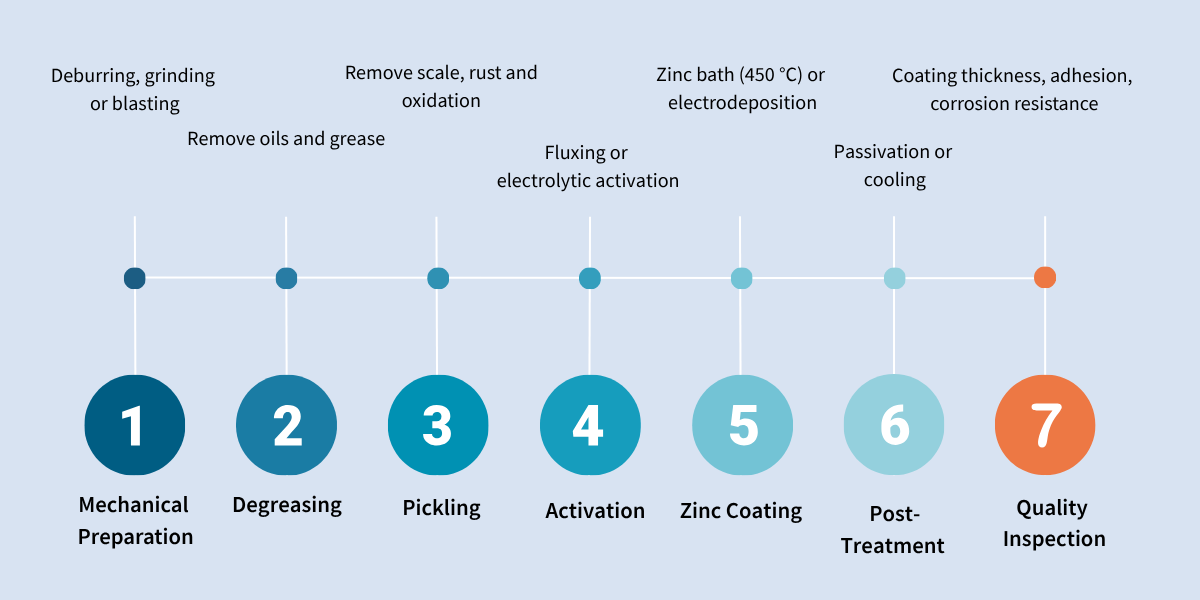
Nella zincatura a caldo, il pretrattamento segue sempre questa sequenza:
- Sgrassaggio con detergenti acquosi o soluzioni alcaline per rimuovere oli, grassi e lubrificanti di raffreddamento dal processo di lavorazione.
- Decapaggio con acido cloridrico o acido solforico per rimuovere completamente le incrostazioni, la ruggine e le scaglie di laminazione.
- Flussaggio con soluzione di cloruro di zinco ammonio per prevenire la riossidazione prima dell'immersione. E per garantire la bagnatura da parte dello zinco liquido
Questa sequenza di pretrattamento si applica all'elettrozincatura:
- Sgrassaggio elettrolitico o per immersione alcalina
- Decapaggio per l'attivazione completa della superficie dell'acciaio
- Bagno galvanico (alcalino al cianuro, alcalino senza cianuro o acido) per la deposizione dello strato di zinco
- Passivazione dopo la deposizione nei colori blu, giallo cangiante, nero o a film spesso. Protegge la superficie dello zinco dalla formazione di ruggine bianca. Tutte le passivazioni devono essere prive di Cr(VI) (Conformità REACH vedi il nostro video qui).
Per le offerte e i disegni vale quanto segue: specificare esplicitamente il colore di passivazione richiesto, non solo il metodo. La maggior parte dei reclami nella pratica non è causata da uno spessore del rivestimento selezionato in modo errato! Sono dovuti a informazioni mancanti o contraddittorie sulla passivazione e sulla classe di protezione dalla corrosione in conformità alla norma DIN EN ISO 9227.
A cosa serve la zincatura?
La zincatura viene scelta quando è necessario raggiungere uno o più dei seguenti obiettivi di protezione:
- Protezione attiva dalla corrosione dalla protezione catodica sacrificale, che continua a funzionare anche se il rivestimento è danneggiato localmente.
- Protezione a lungo termine in ambienti esterni secondo le categorie di corrosività da C3 a C5 in conformità alla norma DIN EN ISO 9223. Durata della protezione documentata da 20 a oltre 70 anni a seconda dello spessore del rivestimento e delle condizioni ambientali.
- Protezione di elementi di fissaggio e parti standard, che non possono essere trattati nuovamente una volta installati. Devono essere permanentemente resistenti agli agenti atmosferici.
- Base del sistema duplex, in cui la zincatura a caldo e la verniciatura a polvere sono combinate e lavorano in modo sinergico (in conformità con la norma DIN EN 15773)
- Efficienza economica per le grandi costruzioni e i componenti in serie, poiché la zincatura a caldo riveste interi assemblaggi in un'unica immersione, senza lavorazioni individuali
- Elevata protezione dalla corrosione per i componenti automobilistici grazie ai rivestimenti in lega ZnNi che raggiungono una resistenza alla corrosione di oltre 720 ore nel test in nebbia salina secondo la norma DIN EN ISO 9227
La zincatura in sintesi
- Procedura: Zincatura a caldo (circa 450 °C), elettrozincatura (anche galvanizzazione elettrolitica), rivestimenti in lega ZnFe e ZnNi, sherardizzazione, zincatura meccanica, zincatura chimica
- Principio di protezione: Protezione catodica ed effetto barriera
- Materiali adatti: Acciaio strutturale, acciaio da costruzione, ghisa (limitata), parti standard e elementi di fissaggio
- Spessori tipici degli strati: 7-25 µm (zincato), 45-200 µm (zincato a caldo)
- Standard centrali: DIN EN ISO 1461 (zincatura a caldo), DIN EN ISO 4042 (elettrozincatura), DIN EN ISO 10684 (zincatura a caldo di elementi di fissaggio)
- Combinabilità: Sistema Duplex con verniciatura a polvere in conformità alla norma DIN EN 15773 per i massimi requisiti di protezione dalla corrosione
Quali sono i tipi di zincatura?
La scelta del processo determina lo spessore del rivestimento, l'effetto protettivo, la precisione dimensionale e l'area di applicazione. Oltre ai processi galvanici e termici, la galvanizzazione meccanica e la galvanizzazione chimica sono importanti anche per i componenti speciali.
La seguente panoramica mostra tutte le procedure rilevanti per gli acquisti industriali:
| Procedura | Temperatura del bagno | Spessore dello strato | Applicazione tipica | La forza |
| Zincatura a caldo (zincatura in batch) | circa 450 °C | 45-200 µm | Costruzioni in acciaio, tralicci, condutture, travi, ringhiere | Massima protezione, anche per componenti complessi di grandi dimensioni, DIN EN ISO 1461 |
| Zincatura (Zn) | Temperatura ambiente | 7-25 µm | Viti, minuteria, parti di precisione, parti standard | Stabile dimensionalmente, ampia possibilità di passivazione, DIN EN ISO 4042 |
| Galv. ZnFe (ferro zinco) | Temperatura ambiente | 7-15 µm | Componenti di carrozzeria, parti strutturali per autoveicoli | Elevata saldabilità, buona adesione alla vernice, fosfatabile |
| Galv. ZnNi (zinco nichel) | Temperatura ambiente | 8-15 µm | Componenti del telaio, parti dei freni, aviazione | > 720 h in nebbia salina, resistenza alla temperatura fino a circa 120-150 °C a seconda del contenuto di Ni |
| Sherardise | 280-400 °C | 10-30 µm | Pezzi standard, pezzi piccoli, componenti filettati complessi | Rivestimento uniforme anche su filettature e geometrie difficili da raggiungere |
| Nastro zincato a caldo | circa 450 °C | 7-25 µm | Lamiere per l'industria automobilistica, componenti di lamiera in nastro d'acciaio | Strato molto uniforme, economico per materiale a nastro in grandi quantità |
Zincatura: vantaggi e svantaggi
| Vantaggi | Svantaggi |
| La protezione catodica sacrificale continua a funzionare anche in caso di danneggiamento della superficie | La zincatura a caldo (450 °C) non è adatta agli elementi di fissaggio della classe di resistenza 10.9 e agli acciai ad alta resistenza superiori a 1000 MPa. |
| Strato metallico: nessuna desquamazione, nessuna vescica, nessun problema di gonfiore. | Elettrozincatura: spessore del rivestimento limitato, non sufficiente solo per ambienti altamente corrosivi C5 |
| Economico per costruzioni di grandi dimensioni, componenti in serie e connettori di massa | Rischio di infragilimento da idrogeno nei componenti ad alta resistenza a causa del processo di decapaggio, è necessaria una ricottura di distensione in conformità alla norma DIN EN ISO 4042. |
| Può essere combinato con la verniciatura a polvere nel sistema duplex (DIN EN 15773) per ottenere la massima durata di protezione. | Tolleranza dimensionale nella zincatura a caldo: spessori di strato fino a 200 µm influenzano le superfici di accoppiamento e le filettature |
| Durata della protezione documentata di 20-70+ anni, a seconda dello spessore del rivestimento e della categoria di corrosività | Le dimensioni della vasca della zincatrice limitano le dimensioni massime dei componenti per la zincatura a caldo |
Galvanizzazione dei metalli: Tutti i materiali in sintesi
L'idoneità alla zincatura dipende direttamente dal substrato. I fattori decisivi sono la composizione del materiale, la resistenza, la geometria dei componenti e il livello di protezione richiesto:
1. zincatura dell'acciaio - ✅ applicazione standard
L'acciaio strutturale conforme alla norma DIN EN 10025 è il substrato standard per la zincatura a caldo. Il contenuto di silicio dell'acciaio influisce direttamente sullo spessore e sulla morfologia dello strato.
Gli acciai della gamma sandelin (0,03-0,12 % Si) o con più di 0,25 % Si formano strati di lega più spessi e talvolta fragili. Il contenuto di silicio deve essere controllato nelle specifiche dell'acciaio e concordato con l'appaltatore della zincatura prima di concedere l'approvazione del disegno.
Le specifiche del materiale, compreso il contenuto di Si, devono essere incluse nel disegno. È inoltre necessario specificare la classe di spessore del rivestimento richiesta in conformità alla norma DIN EN ISO 1461 (a seconda dello spessore del materiale del componente).
2. galvanizzazione di viti e dispositivi di fissaggio - ✅ Ben si presta
Le viti, i dadi e gli elementi di fissaggio sono principalmente elettrozincati o zincati a caldo in conformità alla norma DIN EN ISO 10684. La zincatura a caldo è consentita fino alla classe di resistenza 8.8 inclusa in conformità alla norma DIN EN ISO 10684, ma è esclusa dalla classe 10.9 in poi. In caso di zincatura a caldo di filettature metriche, vale anche quanto segue: i dadi devono essere sovradimensionati o ritagliati a causa dello spessore del rivestimento di zinco.
3. zincatura del ferro - ⚠️ Condizionatamente adatto
La ghisa può essere zincata a caldo, ma richiede un attento pretrattamento. La struttura grafitica della ghisa può rendere difficile una bagnatura uniforme da parte dello zinco liquido. Sono necessari disossidanti speciali e composizioni del bagno personalizzate. I pezzi in ghisa devono essere acquistati solo da zincatori specializzati che possono fornire riferimenti espliciti sul processo per questo materiale.
4. zincatura dell'ottone - ⚠️ Condizionatamente adatto
L'ottone può essere elettrozincato e viene utilizzato a livello industriale per raccordi, parti di collegamento e componenti decorativi. La zincatura a caldo non è applicabile all'ottone.
In un bagno di zinco a 450 °C, lo zinco e il rame si legano l'uno con l'altro, causando un'adesione non uniforme del rivestimento e difetti di rivestimento. Per l'elettrozincatura dell'ottone è necessario un pretrattamento adeguato. Questo perché la lega di rame reagisce in modo più sensibile ai bagni di decapaggio aggressivi rispetto all'acciaio. I componenti in ottone devono essere acquistati solo da zincatori a contratto in grado di fornire riferimenti espliciti sul processo per le leghe di rame.
5.zincatura del rame - ⚠️ Condizionatamente adatto
Il rame può essere elettrozincato. Si utilizza quando la protezione dalla corrosione deve essere combinata con la conducibilità elettrica. Ad esempio, per sbarre, terminali e parti di contatto elettrico.
La zincatura a caldo non è adatta al rame. Questo perché lo zinco e il rame formano una lega nel bagno fuso, che rende incontrollabili le proprietà del rivestimento.
Il pretrattamento richiede un'attenzione particolare. Il rame reagisce in modo sensibile agli acidi forti, per cui sono necessari sistemi di decapaggio delicati. Come per l'ottone, rivolgetevi solo a imprese di zincatura con una comprovata esperienza con i materiali in rame.
6. zincatura dell'acciaio inossidabile - ❌ Non idoneo
L'acciaio inossidabile ha già un effetto anticorrosivo grazie al suo strato passivo. La zincatura non ha senso dal punto di vista tecnico e non è giustificata dal punto di vista economico. I processi superficiali adatti per l'acciaio inossidabile sono la passivazione, l'elettrolucidatura o il rivestimento PVD.
7. zincatura dell'alluminio - ❌ Non applicabile
L'alluminio non viene galvanizzato. I processi di protezione dalla corrosione per l'alluminio sono l'anodizzazione (anodizzazione), la verniciatura a polvere dopo un precedente rivestimento di conversione senza cromo o il PVD. Per i componenti in cui acciaio e alluminio entrano in contatto, è necessario prevenire la corrosione da contatto. Separare adeguatamente i metalli o rivestire l'acciaio.
Alternative alla zincatura
La zincatura non è la scelta migliore per ogni materiale e per ogni esigenza. La seguente panoramica mostra le alternative più importanti e quando hanno più senso:
| Procedura | Principio di protezione | Meglio della zincatura se... |
| Rivestimento in polvere | Strato barriera organico | Ottica e colorazione richieste, resistenza meccanica in primo piano |
| Sistema duplex | Zinco + barriera organica | Massimi requisiti di protezione dalla corrosione C4/C5, lunghi intervalli di manutenzione |
| Fosfatazione | Strato di conversione come primer | È richiesta la verniciabilità o la formatura a freddo, nessuna protezione anticorrosione indipendente |
| Passivazione | Strato di ossido su acciaio inossidabile | Il substrato è in acciaio inox, non è richiesto lo zinco. |
| KTL | Strato barriera organico, elevata copertura dei bordi | Geometrie complesse con cavità, requisiti automobilistici |
| PVD | Strato funzionale rigido | Protezione dall'usura e aspetto su parti di precisione, acciaio inossidabile o alluminio |
Norme e specifiche rilevanti per la zincatura
I seguenti standard e regolamenti si applicano alle offerte, alle specifiche dei disegni e alle ispezioni dei fornitori:
- DIN EN ISO 1461 - Zincatura a caldo dei pezzi: requisiti per lo spessore del rivestimento, l'adesione, le prove e le riparazioni
- DIN EN ISO 4042 - Elettrozincatura: classi di spessore del rivestimento, passivazione, requisiti per la ricottura di distensione per componenti ad alta resistenza (190-220 °C a seconda della classe di resistenza)
- DIN EN ISO 10684 - Zincatura a caldo di elementi di fissaggio: Filettature, ammissibili fino alla classe di resistenza 8.8 inclusa, requisiti di prova
- DIN EN ISO 9223 - Categorie di corrosività da C1 a C5 come base per la selezione del processo in base al luogo di utilizzo
- DIN EN ISO 9227 - Test in nebbia salina come prova standardizzata di protezione dalla corrosione (ore di ruggine bianca e ruggine rossa)
- DIN EN 15773 - Sistema duplex: verniciatura a polvere su acciaio zincato a caldo, requisiti di pretrattamento e prova di adesione
- DIN EN ISO 2178 / 1463 - Misurazione dello spessore di rivestimenti non magnetici su substrati magnetici
- Regolamento REACH - restrizione del cromo (VI) nelle passivazioni; le passivazioni prive di Cr(VI) sono lo standard industriale e devono essere documentate dall'appaltatore della zincatura. Guarda il nostro video su REAH e ROHS.
Lista di controllo per gli acquirenti: requisiti per i galvanizzatori a contratto
- Certificazione secondo DIN EN ISO 9001 o specifica del settore: IATF 16949 (automotive), Gütegemeinschaft Feuerverzinken (per la zincatura a caldo secondo DIN EN ISO 1461)
- Prova del colore di passivazione utilizzato (blu, giallo iridescente, nero o pellicola spessa) e conferma scritta dell'assenza di Cr(VI) in conformità al regolamento REACH.
- Misurazione dello spessore del rivestimento in conformità alla norma DIN EN ISO 2178 o 1463 con rapporti di misurazione tracciabili per lotto o partita
- Documentazione delle dimensioni del serbatoio per la zincatura a caldo: le dimensioni dei componenti devono rientrare nel serbatoio, chiarire le dimensioni limite in fase iniziale
- Protocollo di trattamento termico di distensione per componenti ad alta resistenza: 190-220 °C a seconda della classe di resistenza, tempo e durata documentati in conformità alla norma DIN EN ISO 4042.
- Riferimenti di processo per materiali speciali (ghisa, AHSS) disponibili, se rilevanti
- Verifica dell'idoneità del duplex e specificazione del processo di pretrattamento per la successiva verniciatura a polvere se è previsto un sistema duplex
La zincatura in pratica: panoramica del settore

I componenti zincati sono presenti in quasi tutti i settori produttivi, dalle costruzioni in acciaio all'ingegneria meccanica, fino alle forniture automobilistiche.
La seguente panoramica mostra dove la zincatura è utilizzata come standard, quale obiettivo di protezione è in primo piano in ogni caso e quale processo viene utilizzato per questo.
| Industria | Componenti tipici | Obiettivo e processo di rivestimento |
| Costruzioni e infrastrutture in acciaio | Travi, piloni a traliccio, parti di ponti, ringhiere, binari di ancoraggio per fondazioni | Protezione anticorrosione a lungo termine C4/C5, zincatura a caldo secondo DIN EN ISO 1461, periodi di protezione di 30-70 anni. |
| Costruzione di macchinari | Telai, staffe, coperture, assali, elementi di fissaggio | Protezione anticorrosione C3/C4, elettrozincatura per parti di precisione, zincatura a caldo per strutture |
| Automotive | Componenti della carrozzeria, componenti dei freni, bulloni del telaio, staffe | ZnFe per saldabilità e verniciabilità, ZnNi per la massima protezione dalla corrosione, conforme a IATF 16949 |
| Servizi per la costruzione e l'edilizia | Strutture del tetto, tubature, binari, elementi di fissaggio | Zincatura a caldo per la resistenza agli agenti atmosferici, sistema duplex per facciate secondo DIN EN 15773 |
| Fornitura di energia | Strutture eoliche, tralicci, percorsi dei cavi, fondazioni | Zincatura a caldo per la resistenza C5, intervalli di manutenzione ridotti al minimo per l'intera durata del sistema |
Zincatura nelle vicinanze con FACTUREE
FACTUREE è una piattaforma digitale di approvvigionamento di pezzi trafilati con una rete di oltre 2.000 partner produttivi qualificati in Europa. La rete comprende zincatori a contratto certificati per tutti i processi rilevanti, dall'elettrozincatura di piccoli pezzi di precisione alla zincatura a caldo di grandi strutture in acciaio.
State cercando un'azienda di zincatura a Berlino, in Germania o in Europa? FACTUREE trova l'azienda giusta in base alla capacità, alle dimensioni del serbatoio, alla specializzazione del processo e allo stato di certificazione. Le richieste vengono elaborate direttamente e senza una lunga ricerca di fornitori, con offerte trasparenti dal prototipo alla produzione su larga scala.
Oltre ai processi standard come l'elettrozincatura e la zincatura a caldo, FACTUREE offre l'accesso ai rivestimenti in lega ZnFe e ZnNi e alla sherardizzazione per geometrie complesse. Presso FACTUREE, la zincatura può essere combinata senza problemi con il rivestimento in polvere in un sistema duplex, la passivazione e il trattamento termico da un unico fornitore.
I vostri vantaggi quando acquistate tramite FACTUREE: Rete qualificata di zincatori a contratto certificati (DIN EN ISO 9001, IATF 16949, Gütegemeinschaft Feuerverzinken) | Preventivi rapidi per processi standard e speciali (ZnNi, Sherardising, sistema duplex) | Richiesta diretta con materiale, processo, classe di spessore del rivestimento, passivazione e specifiche standard | Supporto tecnico con selezione del processo, dettagli del disegno e specifiche da parte di un team di specialisti | La zincatura può essere combinata con verniciatura a polvere, passivazione e trattamento termico da un unico fornitore | Flessibilità con le quantità: Dal prototipo alla grande serie
Domande e risposte sulla zincatura
Differenza: zincatura e zincatura a caldo spiegate brevemente.
La zincatura a caldo immerge il componente nello zinco liquido a circa 450 °C. Lo strato risultante è composto da diversi strati di lega ferro-zinco e da uno strato superiore di zinco puro. È molto più spessa (45-200 µm), offre la massima protezione dalla corrosione a lungo termine e viene utilizzata per strutture di grandi dimensioni e applicazioni all'aperto.
L'elettrozincatura (zincatura elettrolitica) deposita elettrochimicamente lo zinco da una soluzione acquosa a temperatura ambiente. Gli strati sono più sottili (7-25 µm) e più precisi in termini di distribuzione dello spessore. Può essere combinata con una gamma più ampia di opzioni di passivazione. L'elettrozincatura è la scelta standard per pezzi di precisione, viti e componenti dimensionalmente critici.
Verniciatura a polvere e zincatura: qual è la differenza e quale la migliore?
La verniciatura a polvere e la zincatura proteggono entrambe i metalli dalla corrosione, ma funzionano in modo fondamentalmente diverso. La zincatura applica uno strato di zinco metallico che ha un effetto catodico. Questo strato protegge attivamente l'acciaio anche se la superficie è danneggiata.
La verniciatura a polvere, invece, forma uno strato protettivo organico di resina sintetica. Questo strato tiene lontani l'umidità e l'ossigeno. Tuttavia, se danneggiato, lo strato non offre più una protezione attiva.
La differenza decisiva per la scelta della procedura:
- La zincatura è la scelta giusta per le classi di corrosività elevate (C4/C5), per le applicazioni all'aperto senza manutenzione regolare, per i componenti con bordi e interfacce e per tutti i casi in cui l'effetto protettivo deve essere mantenuto anche dopo un danno meccanico.
- La verniciatura a polvere è la scelta giusta quando l'aspetto e il colore sono importanti, quando è richiesta una resistenza meccanica come quella ai graffi e agli urti o quando è necessaria un'ampia scelta di colori e texture superficiali.
Il sistema duplex è consigliato per i requisiti più elevati: zincatura a caldo come base metallica e verniciatura a polvere come strato superiore organico. Entrambi i processi lavorano in sinergia e offrono periodi di protezione significativamente più lunghi rispetto a qualsiasi rivestimento individuale. Il sistema duplex è standardizzato secondo la norma DIN EN 15773 e può essere acquistato da un unico fornitore presso FACTUREE.
La zincatura può essere combinata con la verniciatura a polvere?
Sì, il cosiddetto sistema duplex combina la zincatura a caldo e la verniciatura a polvere ed è standardizzato secondo la norma DIN EN 15773. Lo zinco e il rivestimento organico lavorano in sinergia: lo strato di zinco fornisce una protezione catodica, mentre il rivestimento in polvere funge da barriera contro l'umidità e l'ossigeno.
Il sistema duplex offre periodi di protezione significativamente più lunghi rispetto a qualsiasi rivestimento singolo. È lo standard per ponti, strutture di facciata e componenti di infrastrutture in ambienti altamente corrosivi (C4/C5). In FACTUREE, il sistema duplex può essere acquistato da un unico fornitore.
La zincatura può essere rimossa?
Sì, un rivestimento di zinco può essere rimosso, ma il processo dipende dallo spessore del rivestimento e dal substrato. I metodi più comuni sono la sverniciatura chimica con soluzioni contenenti acido cloridrico o acido solforico, la sabbiatura meccanica e, in casi particolari, la sverniciatura elettrochimica. La sverniciatura chimica è il metodo più delicato per il substrato ed è preferibile per i componenti dimensionalmente critici. La sabbiatura è più rapida, ma rimuove sempre una piccola quantità di materiale di base.
Dopo la rimozione del rivestimento di zinco, è assolutamente necessario un pretrattamento completo. Solo allora è possibile applicare una nuova zincatura o un altro trattamento superficiale. Nel caso di acciai ad alta resistenza, è necessario prescrivere una ricottura di distensione dopo un nuovo processo di decapaggio.
La rimozione di un rivestimento zincato richiede molto tempo e raramente ha senso dal punto di vista economico. La causa più frequente è un rivestimento iniziale difettoso o una rilavorazione del componente che richiede un nuovo rivestimento. In questi casi, si consiglia di consultare tempestivamente l'appaltatore della zincatura. In questo modo è possibile chiarire i processi di sverniciatura adatti e le fasi successive.
Quale fornitore offre la zincatura di parti di trafilatura in Germania?
Come piattaforma di approvvigionamento digitale con oltre 2.000 partner di produzione, FACTUREE offre accesso a zincatori a contratto certificati in tutta la Germania e in Europa. La gamma comprende elettrozincatura, zincatura a caldo, rivestimenti in lega ZnNi e sistemi duplex. Tutti i prodotti sono corredati da una documentazione standard completa e da quotazioni trasparenti, dai prototipi alla produzione su larga scala.
Quali sono i costi della zincatura?
Il costo della zincatura dipende dalle dimensioni del componente, dalla quantità, dal processo, dallo spessore del rivestimento e dalla certificazione richiesta. A seconda della quantità e della passivazione, l'elettrozincatura di piccoli pezzi e viti costa da pochi centesimi a meno di un euro per pezzo.
La zincatura a caldo viene spesso fatturata a peso, con prezzi di base che dipendono dalla complessità del componente e dall'utilizzo del serbatoio. I processi speciali come la zincatura ZnNi o la sherardizzazione sono più complessi e di conseguenza più costosi.
La maggiore leva di costo nella zincatura a caldo non è generalmente il materiale, ma la geometria dei componenti. Le dimensioni del serbatoio, i punti di sospensione e la flussabilità dei profili cavi determinano direttamente il costo.
Per ottenere prezzi affidabili, si consiglia una richiesta diretta con disegno, materiale, processo e quantità.