Rivestimento KTL: Cosa devono sapere gli acquirenti
La verniciatura a immersione catodica (KTL) è il processo standard per garantire una protezione anticorrosiva uniforme ed eccellente su componenti metallici complessi. Cavità, spigoli, cordoni di saldatura: la KTL raggiunge ogni superficie che entra in contatto con il bagno.
I progettisti o gli addetti agli acquisti tecnici che conoscono il funzionamento del trattamento KTL evitano i reclami. Conoscono inoltre il pretrattamento necessario e le specifiche da indicare nei disegni. In questo modo si garantisce la protezione anticorrosiva richiesta. Una panoramica.
La qualità di un rivestimento KTL dipende interamente dal pretrattamento. Solo così è possibile ottenere una superficie impeccabile.
L'adesione e la capacità protettiva dello strato di vernice dipendono dalla qualità della preparazione della superficie sottostante. Eventuali errori commessi durante il pretrattamento non possono più essere corretti dopo la cottura.
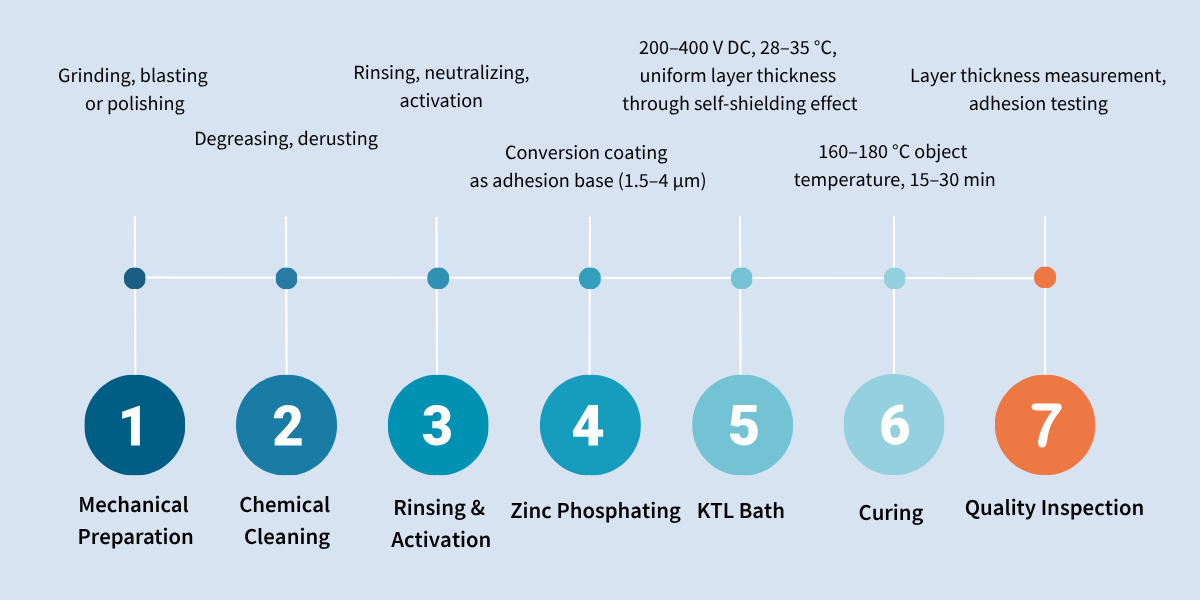
Il processo standard per i componenti in acciaio segue questa sequenza:
Che cos'è il KTL?
KTL è l'acronimo di "verniciatura a immersione catodica". È nota anche come verniciatura elettroforetica catodica (ETL) o, in inglese, come "cathodic dip coating" o "e-coat". In questo processo, il componente viene immerso completamente in un bagno di vernice a base acquosa.
Applicando una tensione continua compresa tra 200 e 400 V, le particelle di vernice migrano per via elettrochimica verso la superficie del componente, dove si depositano in modo uniforme. Il componente funge da catodo, da cui il nome.
Questo principio presenta un vantaggio tecnico fondamentale: lo spessore dello strato si regola automaticamente. Non appena una superficie è sufficientemente rivestita, la sua resistenza elettrica aumenta. E l'applicazione della vernice si sposta sulle aree ancora non rivestite.
Questo effetto di auto-schermatura garantisce uno spessore uniforme dello strato, solitamente compreso tra 15 e 35 g/m². Anche in cavità, tubi, zone di saldatura e superfici interne di difficile accesso, non raggiungibili con i metodi di spruzzatura convenzionali.
Dopo l'immersione, il componente viene risciacquato per rimuovere la vernice in eccesso. Successivamente viene sottoposto a cottura a una temperatura compresa tra 160 e 180 °C per un periodo di 15-30 minuti. La fase di cottura reticola il film di vernice e gli conferisce le sue proprietà meccaniche e chimiche definitive.
Il KTL è un processo di barriera organica. Protegge il materiale di base tenendo lontani umidità e ossigeno dalla superficie metallica. A differenza della zincatura, il KTL non offre una protezione catodica sacrificale: in caso di danneggiamento locale dello strato, l'area scoperta rimane priva di protezione. Tuttavia, per le applicazioni in cui la protezione degli spigoli e la copertura delle cavità sono fondamentali, il KTL è praticamente insostituibile.
Rivestimento KTL: pretrattamento
La qualità di un rivestimento KTL dipende interamente dal pretrattamento. Solo così è possibile ottenere una superficie impeccabile.
L'adesione e la capacità protettiva dello strato di vernice dipendono dalla qualità della preparazione della superficie sottostante. Eventuali errori commessi durante il pretrattamento non possono più essere corretti dopo la cottura.
Il processo standard per i componenti in acciaio segue questa sequenza:
Sgrassaggio
Lo sgrassaggio con detergenti alcalini acquosi rimuove oli, grassi, lubrificanti da taglio e oli anticorrosivi derivanti dalla lavorazione ad asportazione di trucioli. Questa fase costituisce il presupposto fondamentale per tutti i processi successivi. Superfici sgrassate in modo insufficiente causano problemi di bagnabilità e un'adesione insufficiente dello strato di fosfatazione.
Fosfatazione allo zinco
La fosfatazione allo zinco forma uno strato di conversione cristallino sulla superficie dell'acciaio. Questo strato fissa la vernice KTL sia meccanicamente che chimicamente, migliorando in modo duraturo l'adesione e aumentando notevolmente l'efficacia anticorrosiva dell'intero sistema.
La fosfatazione allo zinco è lo standard per i requisiti del settore automobilistico. Lo spessore dello strato di fosfato è solitamente compreso tra 1,5 e 4 g/m².
Risciacquare e attivare
Il risciacquo e l'attivazione tra una fase e l'altra impediscono la contaminazione incrociata dei bagni e garantiscono l'uniformità delle dimensioni dei cristalli dello strato di fosfato.
In alternativa alla fosfatazione allo zinco, oggi si ricorre sempre più spesso a rivestimenti di conversione basati sulla nanotecnologia. Questi non contengono fosfati né metalli pesanti. Inoltre, richiedono tempi di lavorazione più brevi e offrono valori di adesione comparabili per molte applicazioni. Per i requisiti del settore automobilistico con omologazioni OEM, tuttavia, la fosfatazione allo zinco classica rimane ancora il punto di riferimento.
Per i bandi di gara vale quanto segue: specificare esplicitamente la fase di pretrattamento. Un ordine KTL che non indichi il pretrattamento è incompleto. La classe di protezione dalla corrosione riportata nel protocollo di prova dell'azienda di verniciatura conto terzi si applica sempre all'intero sistema. Essa comprende il pretrattamento e lo strato di vernice.
Se un componente è già stato verniciato, è possibile decaparlo chimicamente per prepararlo; in caso di forte ruggine, spesso è necessario prima decaparlo e poi eliminarla.
Per cosa viene utilizzato il KTL?
Si opta per il KTL quando è necessario soddisfare uno o più dei seguenti requisiti:
- Protezione anticorrosiva uniforme su componenti con geometrie complesse, cavità, tubi e superfici interne di difficile accesso, che non possono essere rivestiti completamente con i metodi a spruzzo
- Elevata copertura dei bordi nei pezzi stampati, nei gruppi saldati e nelle strutture in lamiera, dove, come dimostra l'esperienza, i bordi rappresentano il punto più critico per l'attacco corrosivo
- Categorie di corrosività da C3 a C4 secondo la norma DIN EN ISO 12944 come strato singolo; in combinazione con un rivestimento di finitura anche C5
- Primer in sistemi multistrato in cui il KTL funge da primer e viene successivamente ricoperto con verniciatura a polvere o verniciatura a umido
- Distribuzione uniforme dello spessore dello strato nei componenti in cui le tolleranze dimensionali sono fondamentali e in cui la spruzzatura comporterebbe variazioni inaccettabili dello spessore dello strato
- Convenienza economica per i componenti di serie, poiché gli impianti KTL funzionano in modo completamente automatico e consentono di rivestire grandi quantità di pezzi in tempi di ciclo ridotti
KTL in breve
- Procedura: Verniciatura a immersione catodica (KTL), verniciatura elettroforetica catodica (ETL)
- Principio di protezione: Strato barriera organico, nessuna protezione catodica sacrificale
- Materiali adatti: Acciaio, acciaio zincato, alluminio pressofuso, ghisa grigia
- Spessori tipici degli strati: 15–35 µm
- Temperatura di sinterizzazione: 160–180 °C (temperatura dell'oggetto), 15–30 min
KTL: Panoramica di tutti i materiali
Rivestimento KTL: acciaio — ✅ Applicazione standard
L'acciaio da costruzione e l'acciaio strutturale conformi alla norma DIN EN 10025 sono i substrati più comunemente rivestiti. Il rivestimento KTL aderisce in modo affidabile alle superfici in acciaio pulite e fosfatate. Il pretrattamento al fosfato di zinco è lo standard per l'acciaio. Come monostrato, rende l'intero sistema idoneo per categorie di corrosività fino a C4.
Rivestimento KTL: acciaio zincato — ✅ particolarmente indicato
L'acciaio zincato a caldo o elettroliticamente può essere rivestito con KTL, formando un sistema duplex con un'eccellente protezione dalla corrosione. Lo strato di zinco continua ad agire catodicamente, mentre lo strato KTL funge da barriera organica. Il pretrattamento deve essere adeguato al supporto zincato; i bagni di fosfatazione aggressivi possono intaccare la superficie zincata. Questo aspetto dovrebbe essere chiarito con il verniciatore a contratto prima dell'assegnazione dell'incarico.
Rivestimento KTL: alluminio — ✅ particolarmente indicato
Nell'industria automobilistica, i pezzi in alluminio pressofuso vengono regolarmente sottoposti a trattamento KTL, in particolare per le scatole del cambio, i componenti strutturali e le parti del telaio.
Il pretrattamento differisce da quello utilizzato per l'acciaio. Decapaggio con soluzioni alcaline o acide, strato di conversione adattato. Nel caso di pressofusioni porose, il degassamento durante la cottura può causare difetti superficiali. Si tratta di un rischio di processo noto che deve essere discusso con il verniciatore a contratto prima dell'approvazione.
KTL: ghisa grigia — ⚠️ Idoneità limitata
La ghisa grigia può essere sottoposta a rivestimento KTL, ma richiede un accurato pretrattamento. La struttura a grafite aperta sulla superficie della ghisa trattiene gli oli e rende difficile lo sgrassaggio completo. Le superfici della ghisa non pulite a sufficienza causano problemi di adesione. Rivolgersi esclusivamente a fornitori di servizi di rivestimento con comprovata esperienza nei materiali di ghisa.
KTL: Acciaio inossidabile — ❌ Non adatto
Le materie plastiche non sono elettricamente conduttive e non possono quindi essere rivestite direttamente con il processo KTL. È necessario un pretrattamento conduttivo.
Tra questi vi è un primer conduttivo (vernice conduttiva). In alternativa, è possibile utilizzare composti con cariche conduttive, quali il nerofumo o le fibre di carbonio.
Nel settore automobilistico, il trattamento KTL su plastica è ormai consolidato. In particolare per i componenti di carrozzeria come paraurti e specchietti retrovisori esterni, dove è richiesta la corrispondenza cromatica con la carrozzeria. Il processo è più complesso e costoso rispetto al KTL su acciaio. Richiede un verniciatore a contratto con comprovata esperienza nei substrati in plastica.
KTL: Materie plastiche — ⚠️ Idoneità limitata
L'acciaio inossidabile offre già di per sé una protezione dalla corrosione grazie al proprio strato passivo. Il trattamento KTL non è né tecnicamente necessario né economicamente giustificato. I processi adatti all'acciaio inossidabile sono la passivazione, l'elettrolucidatura o il PVD.
Alternative al KTL
| Procedura | Principio di protezione | Meglio del KTL se… |
| Rivestimento in polvere | Strato barriera organico | Sono richiesti colori e aspetto estetico; nessuna cavità complessa; più conveniente per pezzi singoli e piccole serie |
| Verniciatura a umido | Strato barriera organico | Si richiede la possibilità di riparazione in loco, piccole quantità, colorazioni speciali |
| Zincatura a caldo | Protezione catodica sacrificale + barriera | Applicazioni esterne C4/C5; eventuali danni allo strato devono essere tollerabili senza compromettere la protezione |
| Zincatura elettrolitica | Protezione catodica sacrificale + barriera | Viti ed elementi di fissaggio, componenti con tolleranze dimensionali critiche e struttura a strati sottili |
| Fosfatazione | Strato di conversione come primer | Non è richiesta una protezione anticorrosiva autonoma; l'attenzione è rivolta all'adesione della vernice o alla formatura a freddo |
| KTL + verniciatura a polvere | Barriera organica + barriera | Categorie di corrosività più elevate (C5), requisiti del settore automobilistico con specifiche OEM |
Rivestimento KTL: vantaggi e svantaggi
| Vantaggi del rivestimento KTL | Svantaggi del rivestimento KTL |
| Spessore dello strato uniforme anche in cavità, tubi e geometrie di difficile accesso grazie all'effetto di auto-schermatura | Assenza di protezione catodica: in caso di danneggiamento dello strato, il materiale di base rimane esposto |
| Elevata copertura dei bordi rispetto ai processi di verniciatura a spruzzo e a polvere | Scelta limitata di colori: il trattamento KTL è disponibile prevalentemente in nero, grigio e tonalità di fondo, senza colori con effetti speciali |
| Conveniente per grandi serie grazie a un processo completamente automatizzato | Elevati investimenti in impianti per i verniciatori conto terzi; le piccole quantità e i pezzi singoli risultano quindi più costosi |
| Ottima base di adesione per i successivi rivestimenti di finitura e a polvere in un sistema multistrato | Una temperatura di cottura compresa tra 160 e 180 °C esclude componenti e sottogruppi sensibili alla temperatura che contengono parti in plastica |
| Gestione uniforme del processo e buona riproducibilità nei componenti di serie | I materiali non conduttivi richiedono un pretrattamento conduttivo (vernice conduttiva o composti conduttivi) |
Norme e specifiche applicabili al trattamento KTL
- DIN EN ISO 12944 — Sistemi di rivestimento per la protezione dalla corrosione: categorie di corrosività da C1 a C5, durata della protezione e requisiti dei sistemi di rivestimento. Criteri di selezione per sistemi monostrato e multistrato
- DIN EN ISO 4628 — Valutazione dei difetti dei rivestimenti: formazione di bolle, ruggine, fessurazioni e perdita di adesione come criteri di prova standardizzati per il collaudo e la valutazione dei reclami
- DIN EN ISO 9227 - Test in nebbia salina come prova standardizzata di protezione dalla corrosione (ore di ruggine bianca e ruggine rossa)
- DIN EN ISO 2808 — Misurazione dello spessore dei rivestimenti: film umido, film secco e metodi di prova
- DIN EN ISO 2409 — Prova a griglia per la valutazione dell'adesione della vernice al substrato
- Regolamento REACH — I bagni di pretrattamento e le formulazioni delle vernici devono essere privi di cromo (VI); questo è ormai uno standard industriale, ma deve essere documentato dal verniciatore conto terzi
Lista di controllo per gli acquirenti: requisiti per i fornitori di servizi di verniciatura a contratto per il trattamento KTL
- Certificazione secondo la norma DIN EN ISO 9001, per il settore automobilistico IATF 16949
- Indicazione della fase di pretrattamento sulla bolla di consegna: fosfatazione allo zinco o strato di conversione ottenuto con nanotecnologia
- Conferma scritta dell'assenza di Cr(VI) nei bagni di pretrattamento e nelle formulazioni delle vernici ai sensi del regolamento REACH
- Misurazione dello spessore dello strato secondo la norma DIN EN ISO 2808 con protocolli di misurazione tracciabili per ogni lotto
- Prova di adesione secondo la norma DIN EN ISO 2409 (metodo a griglia) per nuovi substrati o in occasione della prima campionatura
- Prova in nebbia salina secondo la norma DIN EN ISO 9227 con indicazione del numero di ore fino alla comparsa di ruggine bianca e ruggine rossa: specificare esplicitamente il valore minimo richiesto
- Protocollo di cottura: temperatura dell'oggetto e tempo di cottura documentati per ogni lotto
- Verificare preventivamente le dimensioni massime dei componenti e le misure del telaio dell'impianto KTL per componenti di grandi dimensioni
- Per i sistemi a più strati (KTL + verniciatura a polvere): richiedere al verniciatore a contratto di confermare la compatibilità dei sistemi
Il KTL nella pratica: panoramica dei settori e applicazioni
| Industria | Componenti tipici | Obiettivo e processo di rivestimento |
| Automotive | Scocca grezza, componenti del telaio, bracci, travi, supporti | Protezione delle cavità e copertura dei bordi, KTL come primer in un sistema multistrato, conforme alla norma IATF 16949 |
| Costruzione di macchinari | Alloggiamenti, telai, staffe, lamiere di copertura, gruppi saldati | Protezione anticorrosiva C3/C4 come strato singolo o primer, spessore uniforme dello strato sui cordoni di saldatura |
| Tecnologia agricola | Telai di attacco, supporti, componenti strutturali per trattori e macchine da raccolta | Protezione degli interstizi e copertura dei bordi per applicazioni esterne C3/C4; spesso si utilizza il trattamento KTL come primer |
| Elettrodomestici (prodotti bianchi) | Cestelli interni, componenti del telaio, elementi strutturali per lavatrici e lavastoviglie | Rivestimento uniforme su geometrie interne complesse, conveniente per grandi serie |
| Elettricità e quadri elettrici | Armadi elettrici, canaline per cavi, piastre di montaggio | Strato uniforme su pezzi tranciati con numerosi spigoli e fori, protezione C3 |
Rivestimento KTL con FACTUREE
FACTUREE è una piattaforma digitale di approvvigionamento per componenti su disegno che vanta una rete di oltre 2.000 partner di produzione qualificati in Europa. La rete comprende aziende certificate Impianti KTL su acciaio, acciaio zincato e alluminio pressofuso. Tramite FACTUREE è possibile far rivestire con KTL singoli pezzi, piccole e grandi serie.
Siete alla ricerca di un fornitore di servizi di verniciatura a bagno con certificazione IATF 16949, che offra un pretrattamento al fosfato di zinco o che disponga di capacità per componenti di determinate dimensioni? Anche in questo caso troveremo il partner più adatto in base alla specializzazione dei processi, alla capacità degli impianti e al livello di certificazione. Senza lunghe ricerche di fornitori!
FACTUREE consente di combinare perfettamente il trattamento KTL con la verniciatura a polvere in un sistema multistrato, la zincatura elettrolitica come fondo e il trattamento termico, il tutto da un unico fornitore.
I vostri vantaggi quando acquistate tramite FACTUREE: Rete qualificata di aziende di verniciatura conto terzi certificate KTL (DIN EN ISO 9001, IATF 16949) | Preventivi rapidi per sistemi KTL standard e multistrato (KTL + polvere), dal prototipo alla produzione in serie | Richiesta diretta con indicazione del materiale, del pretrattamento, dello spessore dello strato, della categoria di corrosività e della norma | Assistenza tecnica nella scelta del processo, nella definizione dei disegni e nelle specifiche di sistema da parte di un team di esperti | Trattamento KTL combinabile con zincatura, verniciatura a polvere e trattamento termico, il tutto da un unico fornitore
Domande e risposte sul KTL
Qual è la differenza tra KTL e ATL?
Il KTL (verniciatura a immersione catodica) e l’ATL (verniciatura a immersione anodica) sono entrambi processi di verniciatura elettroforetica, ma si differenziano per la polarità del pezzo. Nel KTL il componente funge da catodo (polarizzato negativamente), mentre nell’ATL funge da anodo (polarizzato positivamente). Il KTL offre proprietà anticorrosive nettamente migliori, una qualità del rivestimento superiore ed è oggi lo standard industriale. L'ATL è in gran parte superato e difficilmente si incontra ancora nella produzione industriale in serie.
Il KTL può essere utilizzato come unico sistema di protezione dalla corrosione o è sempre necessario un rivestimento di finitura?
Il KTL può essere applicato come strato singolo. In questo modo offre protezione fino alla categoria di corrosività C3; con un pretrattamento ottimizzato al fosfato di zinco e uno spessore dello strato adeguato, garantisce protezione anche per la categoria C4 secondo la norma DIN EN ISO 12944.
Per i requisiti C5 o in caso di ulteriori esigenze relative al colore e al design, il KTL viene utilizzato come primer in un sistema multistrato. La scelta dipende dal luogo di impiego, dalle specifiche dell'OEM e dalla durata di protezione richiesta.
Cosa deve essere indicato sul disegno tecnico per il rivestimento KTL?
Dati minimi da indicare sul disegno: procedimento (KTL), pretrattamento (ad es. fosfatazione allo zinco), spessore richiesto del rivestimento in g/m², categoria di corrosività secondo la norma DIN EN ISO 12944, requisito di prova richiesto (ad es. prova in nebbia salina secondo DIN EN ISO 9227, numero minimo di ore fino alla comparsa di ruggine rossa).
Nel caso di sistemi a più strati, specificare anche il procedimento di finitura e i requisiti del sistema. La mancanza di indicazioni relative al pretrattamento è la causa più frequente di reclami e di valori di protezione dalla corrosione non riproducibili.
Quali sono gli spessori standard nel trattamento KTL e come vengono controllati?
Lo spessore standard del film secco nel processo KTL è compreso tra 15 e 35 g/m². La misurazione viene effettuata secondo la norma DIN EN ISO 2808 utilizzando strumenti di misura magnetico-induttivi su substrati magnetici. Per i substrati in alluminio si ricorre a metodi di misurazione basati sulle correnti parassite. Lo spessore dello strato richiesto e il metodo di misurazione devono sempre essere indicati sul disegno o nelle specifiche dell'ordine.
Quali fornitori offrono il trattamento KTL per i componenti da disegno in Germania?
FACTUREE offre accesso a fornitori certificati di servizi di verniciatura KTL in tutta la Germania e in Europa. L'offerta comprende la verniciatura KTL standard su acciaio e alluminio, nonché sistemi multistrato con verniciatura a polvere. Tutti i rivestimenti superficiali sono accompagnati da una documentazione normativa completa e da preventivi trasparenti, dal prototipo alla produzione in serie su larga scala.