Recubrimiento KTL: Lo que los compradores deben tener en cuenta
El recubrimiento catódico por inmersión (KTL) es el procedimiento estándar para lograr una protección contra la corrosión uniforme y excelente en componentes metálicos complejos: cavidades, bordes, cordones de soldadura. El KTL llega a todas las superficies que entran en contacto con el baño.
Los diseñadores o compradores técnicos que conocen el funcionamiento del recubrimiento KTL evitan las reclamaciones. También conocen el pretratamiento necesario y las especificaciones para el plano. Así se garantiza la protección anticorrosiva requerida. Resumen.
La calidad de un recubrimiento KTL depende totalmente del tratamiento previo. Solo así se puede conseguir una superficie impecable.
La capa de pintura adherirá y protegerá tan bien como se haya preparado la superficie subyacente. Los errores en el tratamiento previo ya no se pueden corregir una vez que se haya secado al horno.
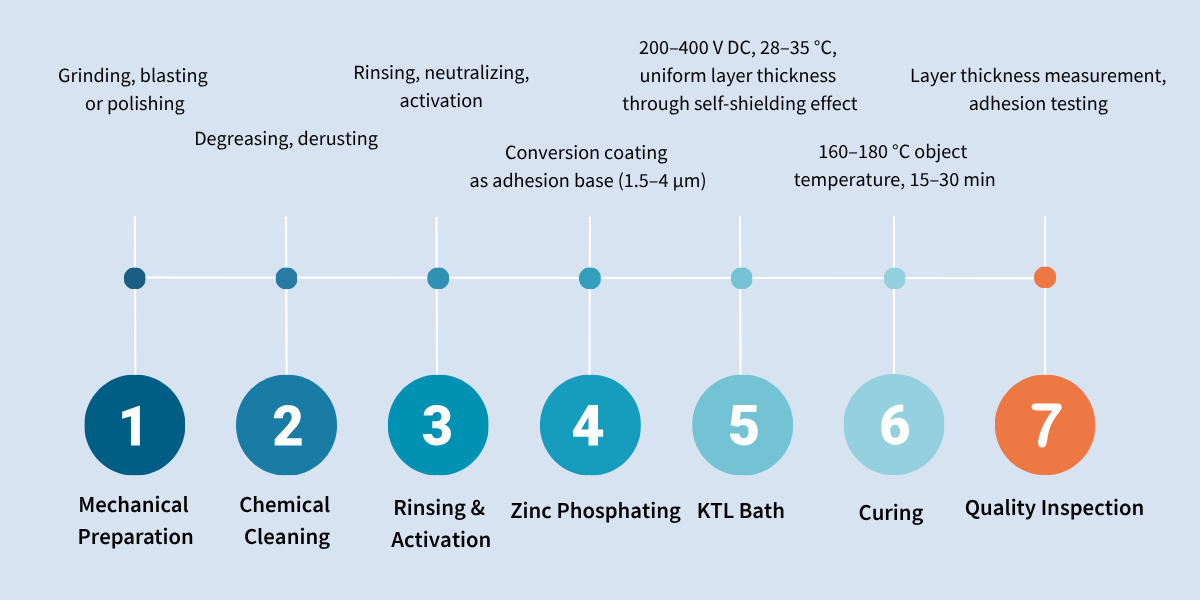
El proceso estándar para los componentes de acero sigue esta secuencia:
¿Qué es el KTL?
KTL son las siglas de «pintura por inmersión catódica». También se conoce como «pintura por inmersión catódica» (ETL) o, en inglés, como «cathodic dip coating» o «e-coat». En este proceso, la pieza se sumerge por completo en un baño de pintura acuoso.
Al aplicar una tensión continua de entre 200 y 400 V, las partículas de pintura migran de forma electroquímica hacia la superficie de la pieza. Allí se depositan de manera uniforme. La pieza actúa como cátodo, de ahí el nombre.
Este principio presenta una ventaja técnica decisiva: el espesor de la capa se regula automáticamente. En cuanto una superficie queda suficientemente recubierta, su resistencia eléctrica aumenta. Y la aplicación de la pintura se desplaza hacia las zonas que aún no están recubiertas.
Este efecto de autoapantallamiento garantiza un espesor uniforme de la capa, que suele oscilar entre 15 y 35 g/m². Incluso en cavidades, tuberías, zonas de soldadura y superficies interiores de difícil acceso, a las que no llegan los métodos de pulverización convencionales.
Tras la inmersión, la pieza se enjuaga para eliminar el exceso de pintura. A continuación, se somete a un proceso de horneado a una temperatura de entre 160 y 180 °C durante 15 a 30 minutos. La fase de horneado reticula la película de barniz y le confiere sus propiedades mecánicas y químicas definitivas.
El KTL es un proceso de barrera orgánica. Protege el material base al mantener la humedad y el oxígeno alejados de la superficie metálica. A diferencia del galvanizado, el KTL no ofrece protección catódica sacrificial: si la capa sufre daños localizados, la zona expuesta queda desprotegida. Sin embargo, para aplicaciones en las que la protección de los bordes y la cobertura de cavidades son fundamentales, el KTL es prácticamente insustituible.
Recubrimiento KTL: Pretratamiento
La calidad de un recubrimiento KTL depende totalmente del tratamiento previo. Solo así se puede conseguir una superficie impecable.
La capa de pintura adherirá y protegerá tan bien como se haya preparado la superficie subyacente. Los errores en el tratamiento previo ya no se pueden corregir una vez que se haya secado al horno.
El proceso estándar para los componentes de acero sigue esta secuencia:
Desengrasado
El desengrasado con detergentes alcalinos acuosos elimina los aceites, las grasas, los lubricantes de refrigeración y los aceites anticorrosivos del mecanizado. Este paso es un requisito previo indispensable para todos los procesos posteriores. Las superficies insuficientemente desengrasadas provocan problemas de humectación y fallos de adherencia de la capa de fosfato.
Fosfatado de zinc
El fosfatado de zinc forma una capa de conversión cristalina sobre la superficie del acero. Esta capa fija la pintura KTL tanto mecánica como químicamente. De este modo, se mejora la adherencia de forma duradera y se incrementa considerablemente la protección anticorrosiva de todo el sistema.
El fosfatado con zinc es el estándar para los requisitos del sector de la automoción. El espesor de la capa de fosfato suele oscilar entre 1,5 y 4 g/m².
Enjuagar y activar
El enjuague y la activación entre etapas evitan la contaminación cruzada de los baños y garantizan un tamaño uniforme de los cristales de la capa de fosfato.
Hoy en día, como alternativa al fosfatado de zinc, se utilizan cada vez más recubrimientos de conversión basados en la nanotecnología. Estos no contienen fosfatos ni metales pesados. Además, su proceso de aplicación es más breve y ofrecen valores de adherencia comparables para muchas aplicaciones. Sin embargo, para los requisitos del sector de la automoción con homologaciones de fabricantes de equipos originales (OEM), la fosfatación de zinc clásica sigue siendo la referencia.
En las licitaciones se aplica lo siguiente: especificar explícitamente la fase de pretratamiento. Un encargo de recubrimiento por contrato (KTL) sin indicar el pretratamiento se considera incompleto. La clase de protección contra la corrosión que figura en el informe de ensayo del recubridor por encargo se aplica siempre al sistema completo. Incluye el pretratamiento y la capa de pintura.
Si una pieza ya está pintada, se puede decapar químicamente para prepararla; en caso de óxido severo, a menudo es necesario decaparla y eliminar el óxido primero.
¿Para qué se utiliza el KTL?
Se opta por el KTL cuando deben cumplirse uno o varios de los siguientes requisitos:
- Protección uniforme contra la corrosión en componentes con geometría compleja, cavidades, tuberías y superficies internas de difícil acceso que no pueden recubrirse por completo mediante procesos de pulverización
- Alta cobertura de los bordes en piezas troqueladas, conjuntos soldados y estructuras de chapa, donde, según la experiencia, los bordes son el punto más vulnerable a la corrosión
- Categorías de corrosividad C3 a C4 según la norma DIN EN ISO 12944 como capa única; en combinación con un recubrimiento de acabado, también C5
- Imprimación en sistemas multicapa en los que el KTL actúa como imprimación y posteriormente se recubre con pintura en polvo o pintura líquida
- Distribución uniforme del espesor de la capa en componentes en los que las dimensiones son críticas y en los que la pulverización provocaría variaciones inaceptables en el espesor de la capa
- Rentabilidad en la fabricación de componentes en serie, ya que las instalaciones de catódica electrodeposición (KTL) funcionan de forma totalmente automática y recubren grandes cantidades de piezas en ciclos cortos
KTL de un vistazo
- Procedimiento: Pintura por inmersión catódica (KTL), pintura por inmersión catódica (ETL)
- Principio de protección: Capa de barrera orgánica, sin protección catódica de sacrificio
- Materiales adecuados: Acero, acero galvanizado, aluminio fundido a presión, fundición gris
- Grosores de capa típicos: 15–35 µm
- Temperatura de cocción: 160-180 °C de temperatura del objeto, 15-30 min
KTL: Resumen de todos los materiales
Recubrimiento KTL: acero — ✅ Aplicación estándar
El acero para la construcción y el acero estructural según la norma DIN EN 10025 son los sustratos que se recubren con mayor frecuencia. El recubrimiento KTL se adhiere de forma fiable a superficies de acero limpias y fosfatadas. El pretratamiento con fosfato de zinc es el estándar para el acero. Como capa única, homologa el sistema completo para categorías de corrosividad hasta C4.
Recubrimiento KTL: acero galvanizado — ✅ muy adecuado
El acero galvanizado en caliente o por electrogalvanización puede recubrirse con KTL, formando un sistema dúplex con una excelente protección contra la corrosión. La capa de zinc sigue actuando catódicamente, mientras que la capa KTL actúa como barrera orgánica. El pretratamiento debe adaptarse al soporte de zinc; los baños de fosfatado agresivos pueden atacar la superficie de zinc. Esto debe aclararse con el recubridor por encargo antes de adjudicar el contrato.
Recubrimiento KTL: aluminio — ✅ muy adecuado
En la industria automovilística, las piezas de aluminio fundido a presión suelen someterse a un recubrimiento KTL, especialmente en el caso de las cajas de cambios, los componentes estructurales y los elementos del chasis.
El pretratamiento difiere del proceso para el acero. Decapado con soluciones alcalinas o ácidas, capa de conversión adaptada. En el caso de la fundición a presión porosa, la desgasificación durante el horneado puede provocar defectos en la superficie. Se trata de un riesgo conocido del proceso que debe discutirse con el proveedor de recubrimientos antes de la aprobación.
KTL: Fundición gris — ⚠️ Apropiado con reservas
El hierro fundido gris puede recubrirse mediante el proceso KTL, pero requiere un tratamiento previo minucioso. La estructura de grafito abierta de la superficie de la fundición retiene los aceites y dificulta el desengrasado completo. Las superficies de fundición que no se han limpiado adecuadamente provocan fallos de adherencia. Adquiéralo únicamente a empresas de recubrimiento por encargo con experiencia demostrada en materiales de fundición.
KTL: Acero inoxidable — ❌ No apto
Los plásticos no son conductores de la electricidad y, por lo tanto, no pueden recubrirse directamente con KTL. Es necesario un tratamiento previo que los haga conductores.
Esto incluye una imprimación conductora (pintura conductora). Como alternativa, se pueden utilizar compuestos con rellenos conductores, como el negro de humo o las fibras de carbono.
En la industria automovilística, el recubrimiento KTL está muy extendido en los plásticos. En particular, se utiliza en piezas de carrocería como parachoques y retrovisores exteriores, en las que es imprescindible que el color coincida con el de la carrocería. El proceso es más complejo y costoso que el KTL sobre acero. Requiere un proveedor de recubrimientos con experiencia demostrada en sustratos de plástico.
KTL: Plásticos — ⚠️ Apropiado con reservas
El acero inoxidable ya ofrece protección contra la corrosión gracias a su propia capa pasiva. El recubrimiento KTL no es ni técnicamente necesario ni económicamente justificado. Los procesos adecuados para el acero inoxidable son la pasivación, el electropulido o el PVD.
Alternativas al recubrimiento catódico
| Procedimiento | Principio de protección | Mejor que el KTL si… |
| Recubrimiento en polvo | Capa de barrera orgánica | Se requieren colores y un aspecto específico; sin cavidades complejas; más rentable para piezas individuales y series pequeñas |
| Pintura húmeda | Capa de barrera orgánica | Se requiere que se pueda reparar in situ, cantidades reducidas, colores especiales |
| galvanizado en caliente | Protección catódica de sacrificio + barrera | Aplicaciones en exteriores C4/C5; los daños en la capa deben ser tolerables sin que ello suponga una pérdida de protección |
| Galvanizado | Protección catódica de sacrificio + barrera | Tornillos y elementos de fijación, piezas con tolerancias dimensionales estrictas y estructura de capas finas |
| Fosfatado | Capa de conversión como imprimación | No se requiere una protección anticorrosiva específica; la prioridad es la adherencia de la pintura o el conformado en frío |
| Recubrimiento KTL + recubrimiento en polvo | Barrera orgánica + barrera | Categorías de corrosividad más elevadas (C5), requisitos del sector de la automoción con especificaciones de los fabricantes de equipos originales (OEM) |
Recubrimiento KTL: ventajas y desventajas
| Ventajas del recubrimiento KTL | Desventajas del recubrimiento KTL |
| Espesor uniforme de la capa incluso en cavidades, tubos y geometrías de difícil acceso gracias al efecto de auto-protección | Sin protección catódica de sacrificio: si la capa se daña, el material de base queda desprotegido |
| Mayor cobertura de los bordes en comparación con los procesos de pintura por pulverización y con pintura en polvo | Selección de colores limitada: el recubrimiento KTL está disponible principalmente en negro, gris y tonos de imprimación; no hay colores con efectos. |
| Rentable en series grandes gracias a un proceso totalmente automatizado | La elevada inversión en maquinaria del proveedor de servicios de recubrimiento hace que las series pequeñas y las piezas individuales resulten, en consecuencia, más costosas |
| Buena base de adherencia para los recubrimientos de acabado y en polvo posteriores en un sistema multicapa | La temperatura de horneado de 160-180 °C excluye los componentes y conjuntos sensibles a la temperatura que contengan piezas de plástico |
| Control uniforme del proceso y buena reproducibilidad en la fabricación en serie de componentes | Los materiales no conductores requieren un tratamiento previo para hacerlos conductores (pintura conductora o compuestos conductores) |
Normas y especificaciones pertinentes para el recubrimiento KTL
- DIN EN ISO 12944 — Sistemas de recubrimiento para la protección contra la corrosión: categorías de corrosividad C1 a C5, duraciones de protección y requisitos para los sistemas de recubrimiento. Bases para la selección de sistemas de una sola capa y de varias capas
- DIN EN ISO 4628 — Evaluación de los daños en los recubrimientos: formación de ampollas, oxidación, agrietamiento y pérdida de adherencia como criterios de ensayo normalizados para la aceptación y la evaluación de reclamaciones
- DIN EN ISO 9227 - Ensayo de niebla salina como prueba normalizada de protección contra la corrosión (horas hasta la oxidación blanca y la oxidación roja)
- DIN EN ISO 2808 — Medición del espesor de recubrimientos: película húmeda, película seca y métodos de ensayo
- DIN EN ISO 2409 — Ensayo de cuadrícula para evaluar la adherencia de la pintura al sustrato
- Reglamento REACH: los baños de pretratamiento y las formulaciones de barnices deben estar libres de cromo (VI); esto es hoy en día una norma industrial, pero debe ser documentado por el contratista de recubrimiento
Lista de verificación para compradores: requisitos que debe cumplir el proveedor de recubrimientos por encargo para el proceso KTL
- Certificación según la norma DIN EN ISO 9001, para el sector de la automoción IATF 16949
- Indicación de la fase de pretratamiento en el albarán: fosfatado de zinc o capa de conversión basada en nanotecnología
- Confirmación por escrito de la ausencia de Cr(VI) en los baños de pretratamiento y en la formulación de la pintura, de conformidad con el Reglamento REACH
- Medición del espesor de capas según la norma DIN EN ISO 2808 con informes de medición trazables para cada lote
- Prueba de adherencia según la norma DIN EN ISO 2409 (malla) para sustratos nuevos o en la primera toma de muestras
- Ensayo de niebla salina según la norma DIN EN ISO 9227, con indicación del número de horas hasta la aparición de óxido blanco y óxido rojo: especificar explícitamente el valor mínimo exigido
- Registro de cocción: se documentan la temperatura del objeto y el tiempo de cocción para cada lote
- Compruebe previamente las dimensiones máximas de las piezas y las medidas de los bastidores de la instalación de galvanización por inmersión en caliente para piezas de gran tamaño
- En el caso de los sistemas de varios recubrimientos (KTL + polvo): solicitar al proveedor del servicio de recubrimiento que confirme la compatibilidad de los sistemas
El KTL en la práctica: resumen por sectores y aplicaciones
| Industria | Componentes típicos | Objetivo y proceso de recubrimiento |
| Automoción | Estructura de la carrocería, componentes del chasis, bielas, vigas, soportes | Protección de cavidades y recubrimiento de bordes; KTL como imprimación en un sistema multicapa; conforme a la norma IATF 16949 |
| Construcción de maquinaria | Cajas, bastidores, soportes, chapas de cubierta, conjuntos soldados | Protección anticorrosiva C3/C4 como capa única o imprimación, espesor uniforme de la capa en las soldaduras |
| Tecnología agrícola | Bastidores de montaje, soportes y piezas estructurales para tractores y vehículos de cosecha | Protección de cavidades y recubrimiento de bordes para aplicaciones exteriores C3/C4; el recubrimiento KTL se utiliza a menudo como imprimación |
| Electrodomésticos (productos de línea blanca) | Tambores interiores, piezas del bastidor y componentes estructurales para lavadoras y lavavajillas | Recubrimiento uniforme sobre geometrías internas complejas, rentable para grandes series |
| Ingeniería eléctrica y cuadros eléctricos | Cajas para armarios de distribución, canaletas para cables, placas de montaje | Capa uniforme en piezas troqueladas con numerosas aristas y aberturas, protección C3 |
Recubrimiento KTL con FACTUREE
FACTUREE es una plataforma digital de aprovisionamiento de piezas de diseño que cuenta con una red de más de 2.000 socios de fabricación cualificados en Europa. La red incluye Instalaciones de KTL en acero, acero galvanizado y aluminio fundido a presión. A través de FACTUREE, puede encargar el recubrimiento KTL de piezas individuales, así como de series pequeñas y grandes.
¿Busca un proveedor de recubrimientos por contrato con certificación IATF 16949, que ofrezca un pretratamiento con fosfato de zinc o que tenga capacidad para componentes de determinados tamaños? También en este caso le encontraremos el socio adecuado en función de la especialización en procesos, la capacidad de las instalaciones y el nivel de certificación. ¡Sin tener que pasar por una tediosa búsqueda de proveedores!
En FACTUREE, el KTL se puede combinar a la perfección con el recubrimiento en polvo en un sistema multicapa, el galvanizado como capa base y el tratamiento térmico, todo ello de un solo proveedor.
Sus ventajas con la contratación a través de FACTUREE: Red cualificada de empresas de recubrimiento por encargo certificadas por KTL (DIN EN ISO 9001, IATF 16949) | Presupuestos rápidos para sistemas KTL estándar y multicapa (KTL + polvo), desde prototipos hasta la producción en serie | Solicitud directa con indicación del material, el tratamiento previo, el espesor de la capa, la categoría de corrosividad y la norma | Asistencia técnica en la elección del proceso, la elaboración de planos y la especificación del sistema por parte de un equipo de expertos | El tratamiento KTL se puede combinar con galvanizado, recubrimiento en polvo y tratamiento térmico, todo ello de un mismo proveedor
Preguntas y respuestas sobre el KTL
¿Cuál es la diferencia entre KTL y ATL?
Tanto el KTL (recubrimiento catódico por inmersión) como el ATL (recubrimiento anódico por inmersión) son procesos de recubrimiento electrolítico por inmersión, pero se diferencian en la polaridad de la pieza. En el KTL, la pieza actúa como cátodo (polaridad negativa), mientras que en el ATL actúa como ánodo (polaridad positiva). El KTL ofrece unas propiedades anticorrosivas claramente superiores y una mayor calidad de la capa, y es hoy en día el estándar industrial. El ATL está en gran medida obsoleto y apenas se utiliza en la fabricación industrial en serie.
¿Se puede utilizar el KTL como única protección anticorrosiva o siempre es necesario aplicar una capa de acabado?
El KTL puede aplicarse como capa única. De este modo, ofrece protección hasta la categoría de corrosividad C3 y, con un pretratamiento optimizado con fosfato de zinc y un espesor de capa adecuado, también hasta la categoría C4 según la norma DIN EN ISO 12944.
Para requisitos C5 o cuando existen requisitos adicionales de color y diseño, se utiliza el recubrimiento KTL como imprimación en un sistema multicapa. La decisión depende del lugar de uso, las especificaciones del fabricante de equipos originales (OEM) y la duración de protección requerida.
¿Qué debe figurar en el plano para el recubrimiento KTL?
Datos mínimos que deben figurar en el plano: procedimiento (KTL), pretratamiento (p. ej., fosfatado de zinc), espesor de capa requerido en g/m², categoría de corrosividad según la norma DIN EN ISO 12944, requisitos de ensayo exigidos (p. ej., ensayo de niebla salina según la norma DIN EN ISO 9227, número mínimo de horas hasta la aparición de óxido rojo).
En el caso de los sistemas de varios recubrimientos, indique además el procedimiento de recubrimiento final y los requisitos del sistema. La falta de información sobre el tratamiento previo es la causa más frecuente de reclamaciones y de valores de protección contra la corrosión no reproducibles.
¿Qué espesores de capa son habituales en el recubrimiento KTL y cómo se comprueban?
El espesor de la capa seca del recubrimiento KTL estándar oscila entre 15 y 35 g/m². La medición se realiza según la norma DIN EN ISO 2808 con medidores magnético-inductivos sobre sustratos magnéticos. En el caso de los sustratos de aluminio, se utilizan métodos de medición basados en corrientes parásitas. El espesor de capa requerido y el método de medición deben indicarse siempre en el plano o en las especificaciones del pedido.
¿Qué proveedores ofrecen recubrimiento por electrosecado (KTL) para piezas de diseño en Alemania?
FACTUREE ofrece acceso a empresas certificadas de recubrimiento por electrostaticidad (KTL) en toda Alemania y Europa. La oferta incluye recubrimientos KTL estándar sobre acero y aluminio, así como sistemas multicapa con recubrimiento en polvo. Todos los recubrimientos superficiales se suministran con la documentación normativa completa y con presupuestos transparentes, tanto para prototipos como para la producción en serie a gran escala.