Anodizado duro: procesos y normas para piezas de aluminio
Índice
- ¿Qué es el Harteloxal?
- ¿Cuáles son las características más importantes del Harteloxal?
- ¿Cómo funciona el anodizado duro?
- ¿De qué color es el Harteloxal?
- ¿Anodizado duro o cromado duro?
- ¿Qué aleaciones de aluminio se pueden someter a un proceso de anodizado duro?
- ¿Cómo se indica correctamente el «Harteloxal» en el plano?
- ¿Cuáles son las normas aplicables al anodizado duro?
- ¿Qué deben tener en cuenta los compradores a la hora de la anodización dura?
El Harteloxal es un proceso de oxidación anódica para el aluminio. La capa suele tener un espesor de entre 25 y 150 µm y una dureza de entre 400 y más de 600 HV. Garantiza la máxima resistencia al desgaste. Pero, ¿cómo se calculan correctamente los espesores de la capa y las variaciones dimensionales?
Nuestra guía le ofrece conocimientos especializados sobre diseño y compras. Abarca desde la elección de la aleación hasta la especificación de planos conforme a la norma DIN EN ISO 10074. Además, incluye una lista de comprobación para garantizar un proceso de adquisición óptimo. Infórmese aquí y diseñe sus componentes con total seguridad.
¿Qué es el Harteloxal?
El anodizado duro (anodizado duro, anodización dura, Hard Anodizing) es un proceso electroquímico para la formación de una capa dura de Al₂O₃ sobre el aluminio. La capa se forma mediante la transformación del material base. El aluminio se conecta como ánodo en ácido sulfúrico y se oxida mediante corriente continua hasta convertirse en Al₂O₃.
Las capas de anodizado duro penetran aproximadamente en un 50 % en el material base y crecen hacia el exterior en un 50 %. Con un espesor de capa de 50 µm, el diámetro exterior aumenta en aproximadamente 25 µm por cada lado. Este aumento dimensional debe especificarse como tolerancia a la disminución en el plano.
¿Cuáles son las características más importantes del Harteloxal?
Basándonos en nuestra dilatada experiencia en la fabricación industrial y la validación de recubrimientos, hemos recopilado estos parámetros de proceso. Su objetivo es ayudarle a diseñar sus componentes de forma segura:
- Definición: El anodizado duro es la oxidación anódica del aluminio en condiciones de proceso más exigentes (0–5 °C, 1,5–3,5 A/dm²) para producir capas densas de Al₂O₃.
- Espesor de la capa: de 25 a 150 µm; estándar industrial: de 25 a 75 µm.
- Precisión: Se utilizan espesores de capa de entre 25 y 50 µm para aplicaciones de precisión.
- Dureza superficial: de 400 a 600+ HV, dependiendo de la aleación y de las condiciones del proceso.
- Variación dimensional: Aprox. 50 % del espesor de la capa se expanden hacia el exterior; es necesario dejar un margen de holgura en el plano.
- Color: de gris a gris oscuro (dependiendo de la aleación); negro solo mediante tintado.
- Normas: DIN EN ISO 10074 (Europa), MIL-A-8625F Tipo III (EE. UU. / sector aeroespacial).
La capa presenta una resistencia al desgaste notablemente mayor. Además, gracias a la dureza considerablemente mayor de la capa cerámica resultante, se consigue un excelente aislamiento eléctrico.
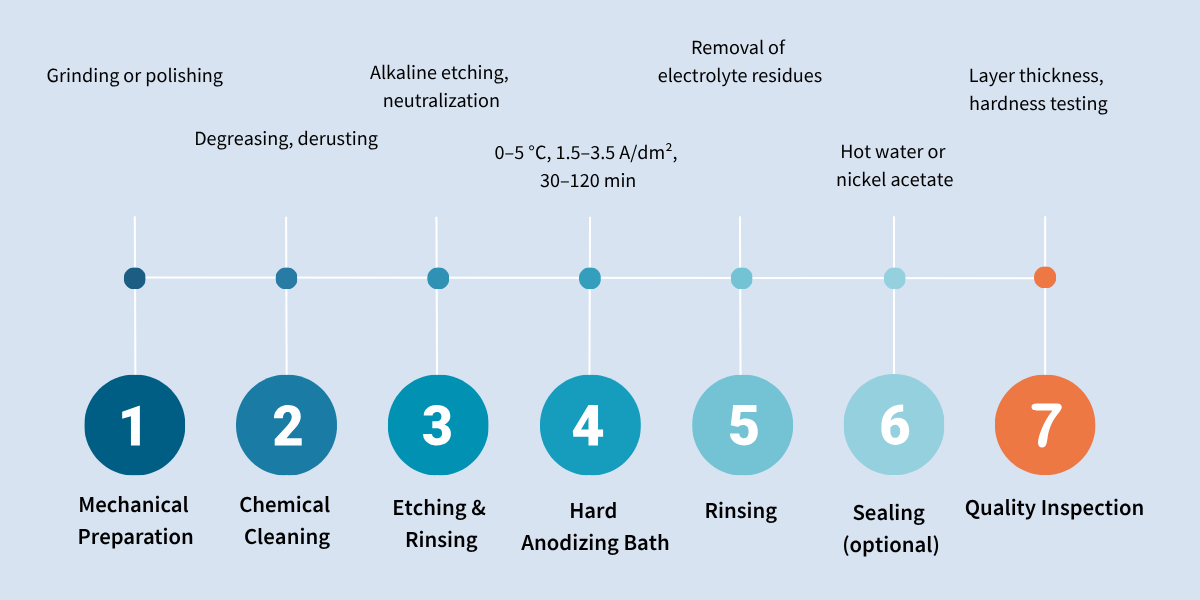
¿Cómo funciona el anodizado duro?
El componente se sumerge como ánodo en un baño de ácido sulfúrico (de 150 a 200 g/l) a una temperatura de entre 0 y 5 °C. Los componentes de aluminio se sumergen en electrolitos especiales, y el recubrimiento se forma mediante corrientes de mayor intensidad. La densidad de corriente (de 1,5 a 3,5 A/dm²) y la duración del proceso (de 30 a 120 minutos) se adaptan en función de la aleación y del espesor deseado de la capa. Opcionalmente, se lleva a cabo un sellado que aumenta la protección contra la corrosión, pero impide la retención de lubricante.
Característica |
Anodizado estándar |
Harteloxal |
| Grosor de la capa | De 5 a 25 µm | De 25 a 150 µm |
| Dureza de la capa | De 200 a 400 HV | De 400 a 600+ HV |
| Temperatura del baño | De 18 a 22 °C | De 0 a 5 °C |
| Resistencia al desgaste | moderado | alta a muy alta (protección notablemente mayor) |
| Modificación de las medidas | escaso | relevante (≈50 % de crecimiento interno) |
| Color | de color plateado a gris, se puede teñir | de gris a gris oscuro |
| Costes | bajo | de medio a alto |
¿De qué color es el Harteloxal?
Las piezas de aluminio con recubrimiento de anodizado duro presentan un color natural que va del gris al gris oscuro. El tono depende de la aleación. Las aleaciones de la serie 6xxx producen tonos grises más claros, mientras que las aleaciones que contienen cobre o silicio dan lugar a capas más oscuras y de aspecto más irregular.
El color negro se consigue mediante un proceso de tintado con colorantes orgánicos antes del sellado. Se utiliza en sistemas ópticos, carcasas de cámaras y de control.
¿Se puede eliminar el Harteloxal?
El Harteloxal se puede eliminar mediante un proceso de lechado químico en solución de hidróxido de sodio (NaOH). Dado que la capa se ha incrustado en el material base en un 50 % aproximadamente, tras su eliminación queda una medida inferior a la de la pieza en bruto.
No se recomienda aplicar una nueva capa sobre la capa residual. Para realizar correcciones puntuales en las superficies de ajuste, la capa puede pulirse o bruñirse mecánicamente.
¿Anodizado duro o cromado duro?
El cromado duro alcanza valores de dureza más elevados (de 850 a 1000 HV) que el anodizado duro y se puede aplicar a una mayor variedad de materiales de base. El anodizado duro cumple con el reglamento REACH, es más ligero y, para los componentes de aluminio, es la opción más segura de cara al futuro, tanto desde el punto de vista técnico como normativo. El cromado duro depende de compuestos químicos que contienen cromo VI y está sujeto a las obligaciones del reglamento REACH relativas a las sustancias extremadamente preocupantes (SVHC).
Característica |
Harteloxal |
Cromo duro |
| Material base | Aluminio | Acero, hierro fundido, cobre |
| Dureza de la capa | De 400 a 600+ HV | De 850 a 1000 HV |
| Estructura por capas | integral (del material base) | Capa externa (aplicación de material) |
| REACH | inofensivo | Cromo VI, sustancia sujeta a la normativa SVHC |
| Aplicación típica | Pistones de aluminio, carcasas hidráulicas, engranajes, tornillos sin fin, carcasas y guías | Ejes de acero, varillas hidráulicas |
¿Qué aleaciones de aluminio se pueden someter a un proceso de anodizado duro?
La serie 6xxx (6061, 6082) es la mejor opción para el anodizado duro. Las piezas de fundición a presión de aleaciones de AlSi no son adecuadas, ya que su alto contenido en silicio dificulta la formación de la capa.
Serie de aleaciones |
Idoneidad |
Nota |
| 1xxx (1050, 1070) | Bien | Una alta pureza da lugar a una capa blanda; la resistencia del material base es baja |
| 2xxx (2024, 2017) | Limitado | Un alto contenido en cobre reduce la calidad del recubrimiento y limita el espesor que se puede alcanzar. |
| 5xxx (5083, 5052) | Bien | Aleación de magnesio con buena calidad de recubrimiento y resistencia a la corrosión |
| 6xxx (6061, 6082) | Muy bien | La mejor opción para el Harteloxal; combinación óptima entre la calidad del recubrimiento y las propiedades del material base |
| 7xxx (7075, 7050) | Condicional | Aleación de zinc; es posible la formación de capas, pero es necesario coordinar el proceso con el encargado del recubrimiento |
| Fundición a presión de AlSi | No apto | Un alto contenido en silicio impide que se forme una capa uniforme |
Para obtener información detallada sobre las distintas aleaciones y sus propiedades, consulte nuestro artículo sobre Aluminio y aleaciones de aluminio.
¿Cómo se indica correctamente el «Harteloxal» en el plano?
Las especificaciones completas del dibujo para el anodizado duro incluyen el procedimiento, la referencia a la norma, el espesor de la capa, los requisitos de sellado y las zonas de protección o libres. Las superficies de ajuste y los orificios deben fabricarse con holgura. Con un espesor de capa de 50 µm, el aumento de las dimensiones exteriores es de aproximadamente 25 µm por cada lado.
Parámetros |
Ejemplo de indicación en el plano |
| Procedimiento y norma | Anodizado duro según la norma DIN EN ISO 10074 |
| Grosor de la capa | 50 µm +10/-0 |
| Propiedades de estanqueidad y deslizamiento | Sin compactación ni solución de PTFE como sellado para mejorar las propiedades de deslizamiento |
| Color | teñido de negro (si se requiere) |
| Espacios al aire libre | Cubrir la rosca M8; ajuste H7 con submedida de −25 µm |
| Material base | EN AW-6082-T6 |
¿Cuáles son las normas aplicables al anodizado duro?
- DIN EN ISO 10074: Norma europea para el anodizado duro del aluminio; establece los espesores de la capa, los ensayos de dureza y las condiciones de aceptación.
- MIL-A-8625F Tipo III: norma militar estadounidense para el recubrimiento anodizado duro (Hard Anodic Coating); Tipo III sin sellado, Tipo III A con sellado.
- DIN EN ISO 2360: Medición del espesor de recubrimientos (método de corrientes parásitas).
- DIN EN ISO 4516: Ensayo de dureza Vickers para recubrimientos inorgánicos.
- AMS 2468: Procedimiento de anodizado duro para aleaciones de aluminio en el sector aeroespacial (SAE Aerospace).
- NADCAP: acreditación de procesos especiales; requisito obligatorio en el sector aeroespacial.
¿Qué deben tener en cuenta los compradores a la hora de la anodización dura?
- Certificación según la norma DIN EN ISO 9001; específica del sector: AS9100 / NADCAP (aeroespacial), IATF 16949 (automoción)
- Control documentado del baño: registro de temperatura (0-5 °C), concentración de ácido y densidad de corriente por cada lote
- Equipos de ensayo para la medición del espesor de recubrimientos según la norma DIN EN ISO 2360 y para el ensayo de dureza según la norma DIN EN ISO 4516
- Certificado de aptitud para la aleación requerida; las series 7xxx y 2xxx requieren una adaptación del proceso
- Indicación clara en el plano de las zonas protegidas y las zonas libres
- Gestión documentada de las tolerancias; las variaciones dimensionales debidas a la acumulación de material en capas deben tenerse en cuenta en el proceso.
- Definir claramente los requisitos de sellado y coloración en las especificaciones del pedido
- Aclarar con antelación las dimensiones de los componentes, el tamaño del lote y el plazo de entrega
Encargar un tratamiento de anodizado duro: Anodizado duro en FACTUREE
A través de su red de más de 2.000 socios de fabricación cualificados, FACTUREE ofrece acceso a empresas certificadas de anodizado duro en Alemania, Europa y en todo el mundo. Identificamos la empresa adecuada para el anodizado duro en función de la aleación, la certificación y la capacidad.
Anodizado duro según la norma DIN EN ISO 10074 (norma europea para el anodizado duro del aluminio), MIL-A-8625F Tipo III (norma militar estadounidense para recubrimientos de anodizado duro) y AMS 2468 (procedimiento de anodizado duro para la industria aeroespacial), así como procesos conformes con AS9100 y NADCAP, que pueden solicitarse directamente.
A través de su red de más de 2.000 socios de fabricación cualificados, FACTUREE ofrece acceso a empresas certificadas de anodizado duro en Alemania, Europa y en todo el mundo. Identificamos la empresa adecuada para el anodizado duro en función de la aleación, la certificación y la capacidad.
Anodizado duro según la norma DIN EN ISO 10074 (norma europea para el anodizado duro del aluminio), MIL-A-8625F Tipo III (norma militar estadounidense para recubrimientos de anodizado duro) y AMS 2468 (procedimiento de anodizado duro para la industria aeroespacial), así como procesos conformes con AS9100 y NADCAP, que pueden solicitarse directamente.
Nota editorial: Esta guía se ha elaborado en colaboración con los expertos en tecnología de fabricación de FACTUREE, que cuentan con años de experiencia en la coordinación de procesos de recubrimiento certificados. Revisamos nuestros contenidos según normas de calidad internas y los verificamos periódicamente con arreglo a las normas DIN vigentes.


