Anodisation dure : procédés et normes applicables aux pièces en aluminium
Table des matières
- Qu'est-ce que l'Harteloxal ?
- Quelles sont les principales caractéristiques de l'Harteloxal ?
- Comment fonctionne l'anodisation dure ?
- De quelle couleur est l'Harteloxal ?
- Anodisation dure ou chromage dur ?
- Quels alliages d'aluminium peuvent faire l'objet d'un anodisage dur ?
- Comment indiquer correctement l'oxalate de Hartel dans un dessin technique ?
- Quelles sont les normes applicables à l'anodisation dure ?
- À quoi les acheteurs doivent-ils prêter attention en matière d'anodisation dure ?
L'anodisation dure est un procédé d'oxydation anodique de l'aluminium. La couche a généralement une épaisseur comprise entre 25 et 150 µm et présente une dureté de 400 à 600+ HV. Elle garantit une résistance maximale à l'usure. Mais comment prévoir correctement les épaisseurs de couche et les variations dimensionnelles ?
Notre guide vous offre un concentré de connaissances d'experts en matière de conception et d'approvisionnement. Il couvre tous les aspects, du choix de l'alliage à la rédaction de plans conformes à la norme DIN EN ISO 10074. Il comprend également une liste de contrôle pour optimiser votre processus d'approvisionnement. Consultez-le ici et concevez vos composants en toute confiance.
Qu'est-ce que l'Harteloxal ?
L'anodisation dure (ou « Harteloxal ») est un procédé électrochimique permettant de former une couche dure d'Al₂O₃ sur l'aluminium. La couche se forme par transformation du matériau de base. L'aluminium est placé en tant qu'anode dans de l'acide sulfurique et oxydé en Al₂O₃ sous l'effet d'un courant continu.
Les couches d'anodisation dure pénètrent à environ 50 % dans le matériau de base et se développent à 50 % vers l'extérieur. Pour une épaisseur de couche de 50 µm, le diamètre extérieur augmente d’environ 25 µm de chaque côté. Cette surépaisseur doit être indiquée comme tolérance négative sur le dessin.
Quelles sont les principales caractéristiques de l'Harteloxal ?
Nous avons établi ces paramètres de processus en nous appuyant sur notre longue expérience dans la fabrication industrielle et la validation des revêtements. Ceux-ci ont pour but de vous aider à concevoir vos composants en toute sécurité :
- Définition : L'anodisation dure consiste en l'oxydation anodique de l'aluminium dans des conditions de traitement plus strictes (0–5 °C, 1,5–3,5 A/dm²) afin de produire des couches denses d'Al₂O₃.
- Épaisseur du revêtement : 25 à 150 µm ; norme industrielle : 25 à 75 µm.
- Précision : des épaisseurs de couche comprises entre 25 et 50 µm sont utilisées pour des applications de précision.
- Dureté superficielle : 400 à 600+ HV, en fonction de l'alliage et des conditions de traitement.
- Variation dimensionnelle : environ 50 % de l'épaisseur de la couche se développent vers l'extérieur ; une dimension inférieure à celle indiquée sur le dessin est nécessaire.
- Couleur : du gris au gris foncé (selon l'alliage) ; noir uniquement par coloration.
- Normes : DIN EN ISO 10074 (Europe), MIL-A-8625F Type III (États-Unis / aérospatiale).
Cette couche présente une résistance à l'usure nettement supérieure. La dureté nettement plus élevée de la couche céramique ainsi obtenue assure en outre une excellente isolation électrique.
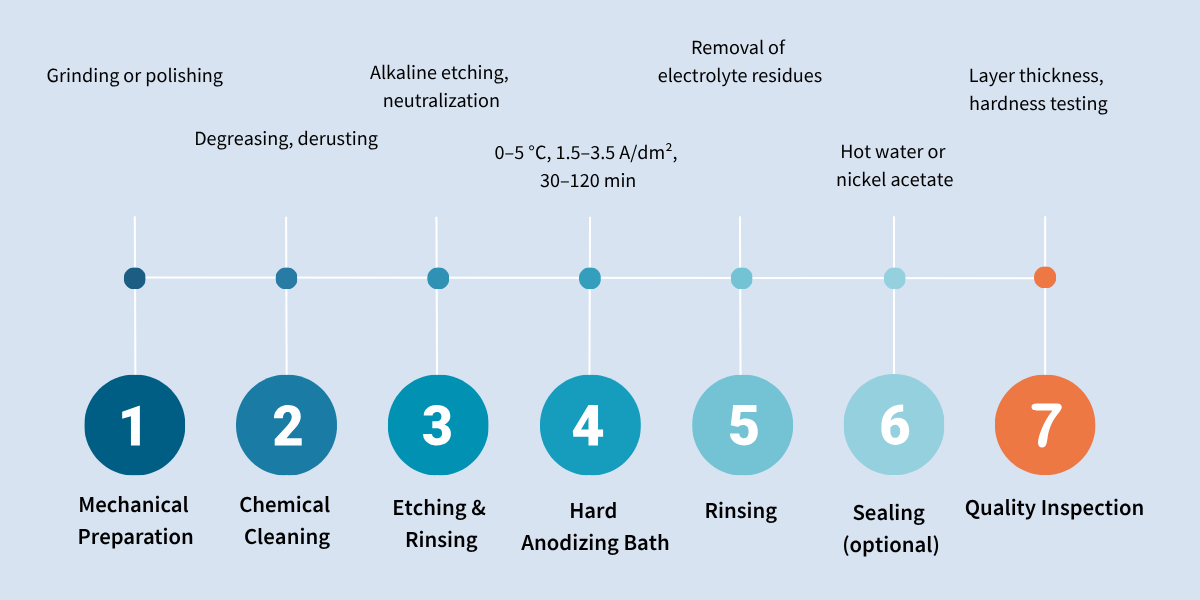
Comment fonctionne l'anodisation dure ?
La pièce est suspendue en tant qu'anode dans un bain d'acide sulfurique (150 à 200 g/l) à une température comprise entre 0 et 5 °C. Les pièces en aluminium sont immergées dans des électrolytes spéciaux, l'épaisseur du dépôt étant déterminée par des intensités de courant élevées. La densité de courant (1,5 à 3,5 A/dm²) et la durée du processus (30 à 120 minutes) sont adaptées à l'alliage et à l'épaisseur de couche visée. Une étape facultative de compactage (sealing) peut suivre, ce qui renforce la protection contre la corrosion mais empêche la rétention de lubrifiant.
Caractéristique |
Anodisation standard |
Anodisation dure |
| Épaisseur de la couche | 5 à 25 µm | de 25 à 150 µm |
| Dureté des couches | 200 à 400 HV | 400 à 600+ HV |
| Température du bain | de 18 à 22 °C | de 0 à 5 °C |
| Résistance à l'usure | modéré | élevé à très élevé (niveau de protection nettement supérieur) |
| modification des dimensions | faible | pertinent (≈50 % croissance interne) |
| Couleur | argenté à gris, peut être teint | gris à gris foncé |
| Coûts | faible | moyen à élevé |
De quelle couleur est l'Harteloxal ?
Les pièces en aluminium anodisées dur présentent une couleur naturelle allant du gris au gris foncé. La teinte dépend de l'alliage. Les alliages de la série 6xxx donnent des nuances de gris plus claires, tandis que les alliages contenant du cuivre ou du silicium produisent des couches plus foncées et plus irrégulières.
La couleur noire peut être obtenue par teinture à l'aide de colorants organiques avant le scellement. Elle est utilisée dans les systèmes optiques, ainsi que pour les boîtiers d'appareils photo et de commandes.
Peut-on retirer l'Harteloxal ?
L'anodisation dure peut être éliminée par lessivage chimique dans de la soude caustique (NaOH). Étant donné que la couche pénètre d'environ 50 % dans le matériau de base, il en résulte, après élimination, une cote inférieure à celle de la pièce brute.
Il n'est pas recommandé d'appliquer une nouvelle couche sur la couche résiduelle. Pour effectuer des corrections locales sur les surfaces d'ajustage, la couche peut être poncée ou honée mécaniquement.
Anodisation dure ou chromage dur ?
Le chromage dur atteint des valeurs de dureté plus élevées (850 à 1 000 HV) que l'anodisation dure et peut être appliqué sur un plus grand nombre de matériaux de base. L'anodisation dure est conforme au règlement REACH, plus légère et constitue, pour les composants en aluminium, le choix le plus sûr sur le plan technique et réglementaire à long terme. Le chromage dur repose sur des composés chimiques à base de chrome VI et est soumis aux obligations REACH relatives aux substances SVHC.
Caractéristique |
Anodisation dure |
Chrome dur |
| matériau de base | Aluminium | Acier, fonte, cuivre |
| Dureté des couches | 400 à 600+ HV | 850 à 1 000 HV |
| Structure en couches | monobloc (à partir du matériau de base) | Couche externe (application de matériau) |
| REACH | sans danger | Chrome VI, substance soumise à la réglementation SVHC |
| Application typique | Pistons en aluminium, carters hydrauliques, engrenages, vis sans fin, carters et guidages | Arbres en acier, tiges hydrauliques |
Quels alliages d'aluminium peuvent faire l'objet d'un anodisage dur ?
La série 6xxx (6061, 6082) est le matériau de choix pour l'anodisation dure. Les pièces moulées sous pression en alliages AlSi ne conviennent pas, car leur forte teneur en silicium nuit à la formation de la couche.
Série d'alliages |
Adéquation |
Remarque |
| 1xxx (1050, 1070) | Bon | Une grande pureté permet d'obtenir une couche tendre ; la résistance du matériau de base est faible |
| 2xxx (2024, 2017) | Partiel | Une teneur élevée en cuivre réduit la qualité du dépôt et limite l'épaisseur de dépôt pouvant être obtenue |
| 5xxx (5083, 5052) | Bon | Alliage de magnésium présentant une bonne qualité de revêtement et une bonne résistance à la corrosion |
| 6xxx (6061, 6082) | Très bien | Le choix numéro un pour l'Harteloxal ; une combinaison optimale entre la qualité du revêtement et les propriétés du matériau de base |
| 7xxx (7075, 7050) | Sous certaines conditions | Alliage de zinc ; formation d'un revêtement possible, mais nécessite une mise au point du procédé avec le responsable du revêtement |
| Moulage sous pression d'AlSi | Ne convient pas | Une teneur élevée en silicium empêche la formation d'une couche homogène |
Pour obtenir des informations détaillées sur les différents alliages et leurs propriétés, consultez notre article consacré à Aluminium et alliages d'aluminium.
Comment indiquer correctement l'oxalate de Hartel dans un dessin technique ?
Une spécification complète pour le traitement Harteloxal comprend les procédés, la référence à la norme, l'épaisseur du revêtement, les exigences en matière d'étanchéité ainsi que les zones à protéger et les zones non traitées. Les surfaces d'ajustage et les alésages doivent être usinés en sous-cote. Pour une épaisseur de revêtement de 50 µm, l'augmentation des cotes extérieures est d'environ 25 µm de chaque côté.
Paramètres |
Exemple d'indication sur le dessin |
| Procédure et norme | Anodisation dure selon la norme DIN EN ISO 10074 |
| Épaisseur de la couche | 50 µm +10/-0 |
| Étanchéité et propriétés de glissement | Sans compactage ni solution de PTFE comme revêtement d'étanchéité, pour des propriétés de glissement améliorées |
| Couleur | teint en noir (si nécessaire) |
| Espaces en plein air | Recouvrir le filetage M8 ; ajustement H7 avec sous-cote de −25 µm |
| matériau de base | EN AW-6082-T6 |
Quelles sont les normes applicables à l'anodisation dure ?
- DIN EN ISO 10074 : norme européenne relative à l'anodisation dure de l'aluminium ; elle définit les épaisseurs de couche, les essais de dureté et les conditions de réception.
- MIL-A-8625F Type III : norme militaire américaine relative à l'anodisation dure (Hard Anodic Coating) ; Type III sans scellement, Type III A avec scellement.
- DIN EN ISO 2360 : Mesure de l'épaisseur des revêtements (méthode des courants de Foucault).
- DIN EN ISO 4516 : Essai de dureté Vickers pour les revêtements inorganiques.
- AMS 2468 : Procédé d'anodisation dure des alliages d'aluminium destinés à l'aéronautique et à l'aérospatiale (SAE Aerospace).
- NADCAP : accréditation des procédés spéciaux ; exigence obligatoire dans le secteur aérospatial.
À quoi les acheteurs doivent-ils prêter attention en matière d'anodisation dure ?
- Certification selon la norme DIN EN ISO 9001 ; certifications sectorielles AS9100 / NADCAP (aéronautique et aérospatiale), IATF 16949 (automobile)
- Contrôle documenté du bain : relevé de température (0–5 °C), concentration en acide, densité de courant par lot
- Équipements de contrôle pour la mesure de l'épaisseur des revêtements selon la norme DIN EN ISO 2360 et pour les essais de dureté selon la norme DIN EN ISO 4516
- Justificatif de compétence pour l'alliage requis ; les séries 7xxx et 2xxx nécessitent une adaptation du processus
- Indications claires sur le plan concernant les zones protégées et les zones libres
- Gestion documentée des tolérances ; les variations dimensionnelles dues à la croissance des couches doivent être prises en compte au niveau du processus
- Définir clairement les exigences en matière de scellage et de coloration dans le cahier des charges
- Préciser au préalable les dimensions des composants, la taille du lot et le délai de livraison
Confier un travail d'anodisation dure : Harteloxal chez FACTUREE
Grâce à son réseau de plus de 2 000 partenaires de fabrication qualifiés, FACTUREE donne accès à des entreprises certifiées spécialisées dans l'anodisation dure en Allemagne, en Europe et dans le monde entier. Nous avons identifié l'entreprise la plus adaptée pour l'anodisation dure en fonction de l'alliage, de la certification et de la capacité.
Anodisation dure selon la norme DIN EN ISO 10074 (norme européenne relative à l'anodisation dure de l'aluminium), MIL-A-8625F Type III (norme militaire américaine relative aux revêtements anodisés durs) et AMS 2468 (procédé d'anodisation dure pour l'aéronautique et l'aérospatiale), ainsi que les processus conformes aux normes AS9100 et NADCAP, peuvent faire l'objet d'une demande directe.
Grâce à son réseau de plus de 2 000 partenaires de fabrication qualifiés, FACTUREE donne accès à des entreprises certifiées spécialisées dans l'anodisation dure en Allemagne, en Europe et dans le monde entier. Nous avons identifié l'entreprise la plus adaptée pour l'anodisation dure en fonction de l'alliage, de la certification et de la capacité.
Anodisation dure selon la norme DIN EN ISO 10074 (norme européenne relative à l'anodisation dure de l'aluminium), MIL-A-8625F Type III (norme militaire américaine relative aux revêtements anodisés durs) et AMS 2468 (procédé d'anodisation dure pour l'aéronautique et l'aérospatiale), ainsi que les processus conformes aux normes AS9100 et NADCAP, peuvent faire l'objet d'une demande directe.
Note de la rédaction : Ce guide a été élaboré en collaboration avec les experts en technologies de fabrication de FACTUREE, qui s'appuient sur de nombreuses années d'expérience dans la coordination de procédés de revêtement certifiés. Nous contrôlons nos contenus selon des normes de qualité internes et les vérifions régulièrement au regard des normes DIN en vigueur.


