Revêtement KTL: Ce que les acheteurs doivent savoir
Le KTL (peinture par immersion cathodique) est le procédé standard permettant d'obtenir une protection anticorrosion uniforme et excellente sur des pièces métalliques complexes. Cavités, arêtes, cordons de soudure : le KTL atteint toutes les surfaces en contact avec le bain.
Un concepteur ou un acheteur technique qui connaît le fonctionnement du KTL évite les réclamations. Il connaît également le prétraitement nécessaire et les indications à mentionner sur le dessin. C'est ainsi que l'on garantit la protection anticorrosion requise. Voici un aperçu.
La qualité d'un revêtement par cataphorèse dépend entièrement du prétraitement. C'est en effet la seule façon d'obtenir une surface irréprochable.
La qualité de l'adhérence et de la protection offertes par la couche de peinture dépend de la qualité de la préparation de la surface sous-jacente. Les erreurs commises lors du prétraitement ne peuvent plus être corrigées après la cuisson.
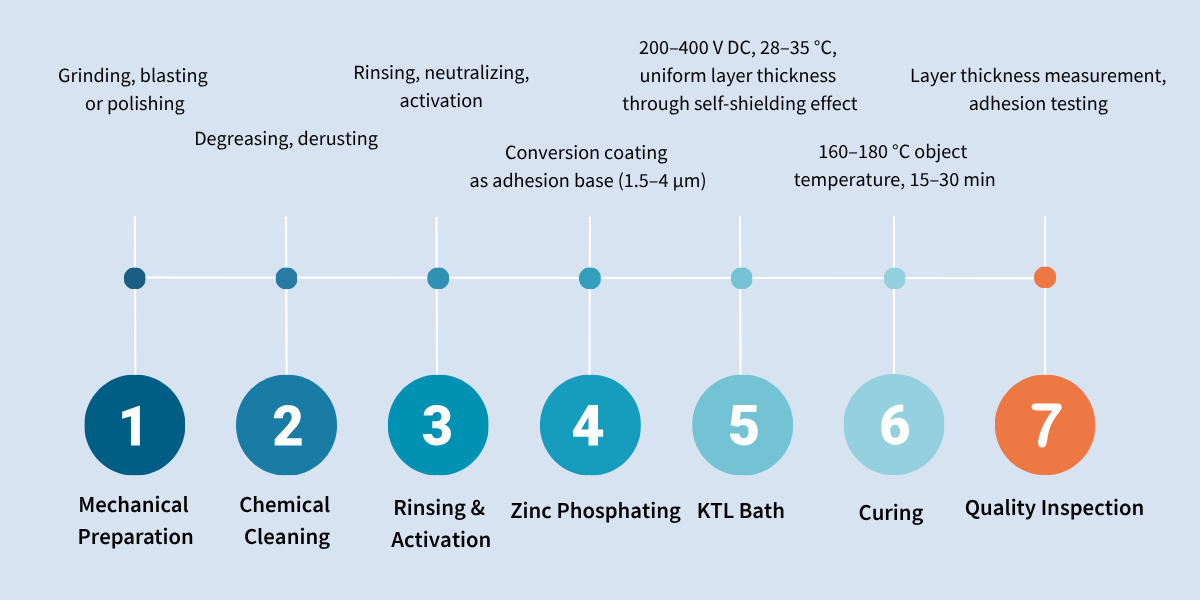
Le processus standard pour les éléments en acier se déroule comme suit :
Qu'est-ce que le KTL ?
KTL signifie « peinture par immersion cathodique ». Ce procédé est également connu sous le nom de « peinture par électrodéposition cathodique » (ETL) ou, en anglais, sous les appellations « cathodic dip coating » ou « e-coat ». Il consiste à plonger entièrement la pièce dans un bain de peinture aqueux.
Sous l'effet d'une tension continue comprise entre 200 et 400 V, les particules de peinture migrent par voie électrochimique vers la surface de la pièce. Elles s'y déposent alors de manière uniforme. La pièce fait office de cathode, d'où le nom de ce procédé.
Ce principe présente un avantage technique décisif : l'épaisseur de la couche s'autorégule. Dès qu'une surface est suffisamment recouverte, sa résistance électrique augmente. Et l'application de la peinture se déplace alors vers les zones non encore recouvertes.
Cet effet d'auto-blindage garantit une épaisseur de couche uniforme, généralement comprise entre 15 et 35 g/m². Même dans les cavités, les tuyaux, les zones de soudure et sur les surfaces internes difficiles d'accès, inaccessibles aux procédés de projection conventionnels.
Après l'immersion, la pièce est rincée afin d'éliminer l'excédent de peinture. Elle est ensuite cuite à une température comprise entre 160 et 180 °C pendant 15 à 30 minutes. La phase de cuisson réticule le film de peinture et lui confère ses propriétés mécaniques et chimiques définitives.
Le KTL est un procédé de barrière organique. Il protège le matériau de base en empêchant l'humidité et l'oxygène d'atteindre la surface métallique. Contrairement à la galvanisation, le KTL n'offre pas de protection cathodique sacrificielle : en cas de détérioration locale de la couche, la zone mise à nu reste sans protection. Pour les applications où la protection des arêtes et le recouvrement des cavités sont essentiels, le KTL est toutefois pratiquement irremplaçable.
Revêtement KTL : prétraitement
La qualité d'un revêtement par cataphorèse dépend entièrement du prétraitement. C'est en effet la seule façon d'obtenir une surface irréprochable.
La qualité de l'adhérence et de la protection offertes par la couche de peinture dépend de la qualité de la préparation de la surface sous-jacente. Les erreurs commises lors du prétraitement ne peuvent plus être corrigées après la cuisson.
Le processus standard pour les éléments en acier se déroule comme suit :
Dégraissage
Le dégraissage à l'aide de nettoyants alcalins aqueux permet d'éliminer les huiles, les graisses, les lubrifiants de refroidissement et les huiles anticorrosion issues de l'usinage. Cette étape est une condition préalable indispensable à tous les processus suivants. Des surfaces insuffisamment dégraissées entraînent des problèmes de mouillage et une mauvaise adhérence de la couche de phosphate.
Phosphatation au zinc
La phosphatation au zinc forme une couche de conversion cristalline à la surface de l'acier. Elle assure l'ancrage mécanique et chimique de la peinture KTL. Cela améliore durablement l'adhérence et renforce considérablement l'efficacité anticorrosion de l'ensemble du système.
La phosphatation au zinc est la norme dans le secteur automobile. L'épaisseur de la couche de phosphate est généralement comprise entre 1,5 et 4 g/m².
Rinçage et activation
Le rinçage et l'activation entre les étapes empêchent la contamination croisée des bains et garantissent une taille de cristaux homogène de la couche de phosphate.
Aujourd'hui, les revêtements de conversion issus de la nanotechnologie sont de plus en plus utilisés comme alternative au phosphatage au zinc. Ceux-ci ne contiennent ni phosphate ni métaux lourds. Leur mise en œuvre est plus rapide et ils offrent des valeurs d'adhérence comparables pour de nombreuses applications. Pour les exigences du secteur automobile avec homologations OEM, la phosphatation au zinc classique reste toutefois la référence.
En matière d'appels d'offres, il convient de préciser explicitement l'étape de prétraitement. Une commande KTL ne mentionnant pas le prétraitement est incomplète. La classe de protection anticorrosion indiquée dans le rapport d'essai de l'entreprise de revêtement s'applique toujours à l'ensemble du système. Elle englobe le prétraitement et la couche de peinture.
Si une pièce a déjà été peinte, on peut la décaper chimiquement pour la préparer ; en cas de forte rouille, il est souvent nécessaire de commencer par décaper et dérouiller la pièce.
À quoi sert le KTL ?
On opte pour le KTL lorsqu'une ou plusieurs des exigences suivantes doivent être satisfaites :
- Protection anticorrosion uniforme sur les composants présentant une géométrie complexe, des cavités, des tuyaux et des surfaces internes difficiles d'accès, qui ne peuvent pas être entièrement recouverts par des procédés de projection
- Couverture optimale des bords sur les pièces découpées, les assemblages soudés et les structures en tôle, où l'expérience montre que les bords constituent les zones les plus exposées à la corrosion
- Catégories de corrosion C3 à C4 selon la norme DIN EN ISO 12944 en monocouche ; en combinaison avec une couche de finition, également C5
- Apprêt dans les systèmes multicouches où le KTL sert de couche d'apprêt et est ensuite recouvert d'un revêtement en poudre ou d'une peinture liquide
- Répartition homogène de l'épaisseur de revêtement sur les pièces où les dimensions sont critiques et pour lesquelles la projection entraînerait des variations inacceptables de l'épaisseur de revêtement
- Rentabilité pour les pièces de série, car les installations KTL fonctionnent de manière entièrement automatique et permettent de traiter de grandes quantités en un temps de cycle court
KTL en bref
- Procédure : Peinture par immersion cathodique (KTL), peinture par électrodéposition cathodique (ETL)
- Principe de protection : Couche barrière organique, pas de protection cathodique sacrificielle
- Matériaux appropriés : Acier, acier galvanisé, aluminium moulé sous pression, fonte grise
- Epaisseurs de couche typiques : 15 à 35 µm
- Température de cuisson : 160–180 °C (température de l'objet), 15–30 min
KTL : aperçu de tous les matériaux
Revêtement KTL : acier — ✅ Application standard
L'acier de construction et l'acier de charpente conformes à la norme DIN EN 10025 constituent les substrats les plus fréquemment revêtus. Le revêtement KTL adhère de manière fiable aux surfaces en acier nettoyées et phosphatées. Le prétraitement au phosphate de zinc est la norme pour l'acier. Il permet d'homologuer l'ensemble du système pour les catégories de corrosivité allant jusqu'à C4 en monocouche.
Revêtement KTL : acier galvanisé — ✅ convient parfaitement
L'acier galvanisé à chaud ou par électrolyse peut être recouvert d'un revêtement KTL, formant ainsi un système duplex offrant une excellente protection contre la corrosion. La couche de zinc continue d'agir de manière cathodique, tandis que la couche KTL sert de barrière organique. Le prétraitement doit être adapté au support zingué ; les bains de phosphatation agressifs peuvent attaquer la surface zinguée. Ce point doit être clarifié avec le sous-traitant avant de passer commande.
Revêtement KTL : aluminium — ✅ convient parfaitement
Dans l'industrie automobile, les pièces moulées sous pression en aluminium sont régulièrement soumises à un revêtement KTL, notamment les carters de boîte de vitesses, les éléments structurels et les composants du châssis.
Le prétraitement diffère de celui utilisé pour l'acier. Décapage à l'aide de solutions alcalines ou acides, couche de conversion adaptée. Dans le cas d'un moulage sous pression poreux, le dégazage pendant la cuisson peut entraîner des défauts de surface. Il s'agit d'un risque de processus connu qui doit être discuté avec le sous-traitant avant validation.
KTL : fonte grise — ⚠️ Convient sous certaines conditions
La fonte grise peut être revêtue par cataphorèse, mais nécessite un prétraitement minutieux. La structure graphitique ouverte à la surface de la fonte retient les huiles et rend difficile le dégraissage complet. Des surfaces de fonte insuffisamment nettoyées entraînent des défauts d'adhérence. Ne faire appel qu'à des sous-traitants ayant une expérience avérée des matériaux moulés.
KTL : acier inoxydable — ❌ Non adapté
Les matières plastiques ne sont pas conductrices d'électricité et ne peuvent donc pas être directement revêtues par KTL. Un prétraitement conducteur est donc indispensable.
Cela comprend une couche d'apprêt conductrice (peinture conductrice). Il est également possible d'utiliser des composés contenant des charges conductrices, notamment du noir de carbone ou des fibres de carbone.
Dans l'industrie automobile, le revêtement KTL est largement utilisé sur les plastiques. Cela vaut en particulier pour les pièces rapportées telles que les pare-chocs et les rétroviseurs extérieurs, pour lesquelles une correspondance de couleur avec la carrosserie est requise. Ce procédé est plus complexe et plus coûteux que le KTL sur l'acier. Il nécessite de faire appel à un sous-traitant en revêtement ayant une expérience avérée des substrats en plastique.
KTL : Plastiques — ⚠️ Convient sous certaines conditions
L'acier inoxydable offre déjà une protection contre la corrosion grâce à sa propre couche de passivation. Le traitement KTL n'est ni techniquement nécessaire ni justifié d'un point de vue économique. Les procédés adaptés à l'acier inoxydable sont la passivation, l'électropolissage ou le PVD.
Alternatives au KTL
| Procédure | Principe de protection | Mieux que le KTL si… |
| Revêtement par poudre | Couche barrière organique | Exigences en matière de couleurs et d'aspect, absence de cavités complexes, fabrication plus rentable pour les pièces individuelles et les petites séries |
| Peinture liquide | Couche barrière organique | Réparabilité sur place requise, petites quantités, coloris spéciaux |
| galvanisation à chaud | Protection cathodique sacrificielle + barrière | Applications extérieures C4/C5 ; les dommages subis par la couche doivent être tolérables sans entraîner de perte de protection |
| Zingage électrolytique | Protection cathodique sacrificielle + barrière | Vis et éléments de fixation, pièces aux dimensions critiques avec une structure en couches minces |
| Phosphatation | Couche de conversion comme couche d'adhérence | Aucune protection anticorrosion spécifique n'est requise ; l'adhérence de la peinture ou le formage à froid sont prioritaires |
| Cataphorèse + revêtement par poudre | Barrière organique + barrière | Catégories de corrosivité maximales C5, exigences du secteur automobile conformes aux spécifications des équipementiers |
Revêtement KTL : avantages et inconvénients
| Avantages du revêtement par cataphorèse | Inconvénients du revêtement KTL |
| Épaisseur de couche uniforme, même dans les cavités, les tuyaux et les géométries difficiles d'accès, grâce à l'effet d'auto-blindage | Pas de protection cathodique par sacrificiel : en cas d'endommagement de la couche, le matériau de base n'est plus protégé |
| Couverture élevée des bords par rapport aux procédés de peinture au pistolet et de revêtement par poudre | Choix de couleurs limité : le revêtement KTL est principalement disponible en noir, gris et dans des teintes d'apprêt ; pas de couleurs à effet |
| Rentable pour les grandes séries grâce à un processus entièrement automatisé | Investissement important en équipements chez le sous-traitant spécialisé dans le revêtement ; les petites séries et les pièces individuelles sont donc plus coûteuses |
| Bonne adhérence pour les couches de finition et les revêtements en poudre appliqués par la suite dans un système multicouche | Une température de cuisson comprise entre 160 et 180 °C exclut les composants et les assemblages sensibles à la chaleur contenant des éléments en plastique |
| Un déroulement régulier du processus et une bonne reproductibilité pour les pièces de série | Les matériaux non conducteurs nécessitent un traitement préalable conducteur (vernis conducteur ou composés conducteurs) |
Normes et spécifications applicables au KTL
- DIN EN ISO 12944 — Systèmes de revêtement pour la protection contre la corrosion : catégories de corrosivité C1 à C5, durées de protection et exigences relatives aux systèmes de revêtement. Base pour le choix des systèmes monocouches et multicouches
- DIN EN ISO 4628 — Évaluation des défauts de revêtement : formation de cloques, rouille, fissuration et perte d'adhérence en tant que critères d'essai normalisés pour la réception et l'évaluation des réclamations
- DIN EN ISO 9227 - Essai au brouillard salin comme preuve normalisée de l'effet anticorrosion (heures jusqu'à la rouille blanche et la rouille rouge)
- DIN EN ISO 2808 — Mesure de l'épaisseur des revêtements : film humide, film sec et méthodes d'essai
- DIN EN ISO 2409 — Essai par quadrillage pour évaluer l'adhérence de la peinture sur le support
- Règlement REACH — Les bains de prétraitement et les formulations de peinture doivent être exempts de chrome(VI) ; il s'agit aujourd'hui d'une norme industrielle, mais cela doit être documenté par le sous-traitant chargé de l'application des revêtements
Liste de contrôle pour les acheteurs : exigences à l'égard du sous-traitant chargé du revêtement par cataphorèse
- Certification selon la norme DIN EN ISO 9001, pour le secteur automobile (IATF 16949)
- Mention du type de prétraitement sur le bon de livraison : phosphatation au zinc ou couche de conversion issue de la nanotechnologie
- Confirmation écrite de l'absence de Cr(VI) dans les bains de prétraitement et les formulations de peinture, conformément au règlement REACH
- Mesure de l'épaisseur des couches selon la norme DIN EN ISO 2808, avec des rapports de mesure traçables pour chaque lot
- Test d'adhérence selon la norme DIN EN ISO 2409 (méthode du quadrillage) pour les nouveaux substrats ou lors du premier échantillonnage
- Essai au brouillard salin selon la norme DIN EN ISO 9227 avec indication du nombre d'heures jusqu'à l'apparition de rouille blanche et de rouille rouge : indiquer explicitement la valeur minimale requise
- Protocole de cuisson : température de l'objet et durée de cuisson documentées pour chaque lot
- Vérifier au préalable les dimensions maximales des pièces et les dimensions du châssis de l'installation de cataphorèse pour les pièces de grande taille
- Pour les systèmes à plusieurs couches (KTL + poudre) : faire vérifier la compatibilité des systèmes par l'entreprise de sous-traitance chargée du revêtement
Le KTL dans la pratique : aperçu des secteurs et applications
| Secteur | Composants typiques | Objectif du revêtement et procédé |
| Automobile | Châssis brut, composants du châssis, bras de suspension, poutres, supports | Protection des cavités et des arêtes, KTL comme apprêt dans un système multicouche, conforme à la norme IATF 16949 |
| Construction mécanique | Boîtiers, châssis, consoles, tôles de protection, sous-ensembles soudés | Protection anticorrosion C3/C4 en monocouche ou en apprêt, épaisseur de couche uniforme sur les soudures |
| Techniques agricoles | Châssis d'attelage, supports, pièces de structure pour tracteurs et véhicules de récolte | Protection des cavités et des arêtes pour les applications extérieures C3/C4, avec un revêtement KTL souvent utilisé comme couche d'apprêt |
| Électroménager (produits blancs) | Tambours intérieurs, pièces de châssis, composants structurels pour lave-linge et lave-vaisselle | Revêtement uniforme sur des géométries internes complexes, économique pour les grandes séries |
| Électrotechnique et appareillages électriques | Armoires électriques, chemins de câbles, plaques de montage | Couche uniforme sur les pièces découpées présentant de nombreux bords et découpes, protection C3 |
Revêtement KTL avec FACTUREE
FACTUREE est une plateforme d'approvisionnement numérique dédiée aux pièces sur plan, qui s'appuie sur un réseau de plus de 2 000 partenaires de fabrication qualifiés en Europe. Ce réseau comprend des Installations de cataphorèse sur l'acier, l'acier galvanisé et l'aluminium moulé sous pression. Grâce à FACTUREE, vous pouvez faire appliquer un revêtement KTL sur des pièces individuelles, ainsi que sur des petites et grandes séries.
Vous recherchez un sous-traitant spécialisé dans le revêtement par catodique (KTL) certifié IATF 16949, proposant un prétraitement au phosphate de zinc ou disposant d'une capacité adaptée à des composants de dimensions spécifiques ? Là encore, nous trouverons le partenaire idéal en fonction de sa spécialisation technique, de la capacité de ses installations et de son niveau de certification. Sans recherche fastidieuse de fournisseurs !
Chez FACTUREE, le KTL peut être combiné sans difficulté avec un revêtement par poudre en système multicouche, une galvanisation comme couche de fond et un traitement thermique, le tout auprès d'un seul et même fournisseur.
Vos avantages en vous approvisionnant auprès de FACTUREE : Réseau qualifié de sous-traitants certifiés en revêtement par catalyse (DIN EN ISO 9001, IATF 16949) | Devis rapides pour les systèmes KTL standard et multicouches (KTL + poudre), du prototype à la grande série | Demande directe avec indication du matériau, du traitement préalable, de l'épaisseur de revêtement, de la catégorie de corrosivité et de la norme | Assistance technique pour le choix de la méthode, la description des plans et la spécification du système, assurée par une équipe d'experts | Le KTL peut être combiné avec la galvanisation, le revêtement par poudre et le traitement thermique, le tout auprès d'un seul et même fournisseur
Questions et réponses sur le KTL
Quelle est la différence entre le KTL et l'ATL ?
Le KTL (peinture par immersion cathodique) et l'ATL (peinture par immersion anodique) sont tous deux des procédés de peinture par immersion électrolytique, mais ils se distinguent par la polarité de la pièce. Dans le cas du KTL, la pièce fait office de cathode (polarité négative), tandis que dans le cas de l'ATL, elle fait office d'anode (polarité positive). Le KTL offre des propriétés anticorrosion nettement supérieures, une meilleure qualité de revêtement et constitue aujourd'hui la norme industrielle. L'ATL est largement dépassé et n'est pratiquement plus utilisé dans la production industrielle en série.
Le KTL peut-il être utilisé comme seule protection anticorrosion ou faut-il toujours appliquer une couche de finition ?
Le revêtement KTL peut être appliqué en monocouche. Il offre ainsi une protection allant jusqu'à la catégorie de corrosivité C3 ; avec un prétraitement optimisé au phosphate de zinc et une épaisseur de couche adaptée, il peut également répondre à la catégorie C4 selon la norme DIN EN ISO 12944.
Pour les exigences de classe C5 ou en cas d'exigences supplémentaires en matière de couleur et de design, le KTL est utilisé comme apprêt dans un système multicouche. Le choix dépend du lieu d'utilisation, des spécifications des équipementiers et de la durée de protection requise.
Que doit figurer sur le dessin technique pour un revêtement KTL ?
Informations minimales à indiquer sur le dessin : procédé (KTL), prétraitement (par ex. phosphatation au zinc), épaisseur de couche requise en g/m², catégorie de corrosivité selon la norme DIN EN ISO 12944, exigence d'essai requise (par ex. essai au brouillard salin selon la norme DIN EN ISO 9227, nombre d'heures minimum jusqu'à l'apparition de rouille rouge).
Pour les systèmes multicouches, préciser également le procédé de finition et les exigences du système. L'absence d'informations sur le prétraitement est la cause la plus fréquente des réclamations et des résultats de protection anticorrosion non reproductibles.
Quelles sont les épaisseurs de revêtement habituelles pour le KTL et comment sont-elles contrôlées ?
L'épaisseur de la couche de film sec du revêtement KTL standard est comprise entre 15 et 35 g/m². La mesure est effectuée conformément à la norme DIN EN ISO 2808 à l'aide d'appareils de mesure magnéto-inductifs sur des substrats magnétiques. Pour les substrats en aluminium, nous utilisons des méthodes de mesure par courants de Foucault. L'épaisseur de couche requise et la méthode de mesure doivent toujours être indiquées sur le dessin ou dans le cahier des charges.
Quels prestataires proposent le traitement KTL pour les pièces sur plan en Allemagne ?
FACTUREE donne accès à des sous-traitants certifiés en revêtement KTL dans toute l'Allemagne et l'Europe. L'offre comprend le revêtement KTL standard sur l'acier et l'aluminium, ainsi que des systèmes multicouches avec revêtement par poudre. Tous les revêtements de surface s'accompagnent d'une documentation normative complète et d'un devis transparent, du prototype à la production en grande série.