KTL Coating: What Buyers Should Look Out For
Electrocoating (EC) is the standard process for providing uniform, excellent corrosion protection on complex metal components. Cavities, edges, weld seams—electrocoating reaches every surface that comes into contact with the bath.
Design engineers and technical buyers who understand how KTL works can avoid complaints. They also know the necessary pretreatment steps and the specifications for the drawings. This ensures the required corrosion protection. An overview.
The quality of an electrophoretic coating depends entirely on the pretreatment. This is the only way to achieve a flawless surface.
The paint coating can adhere and protect only as well as the surface beneath it has been prepared. Any mistakes made during pretreatment cannot be corrected after baking.
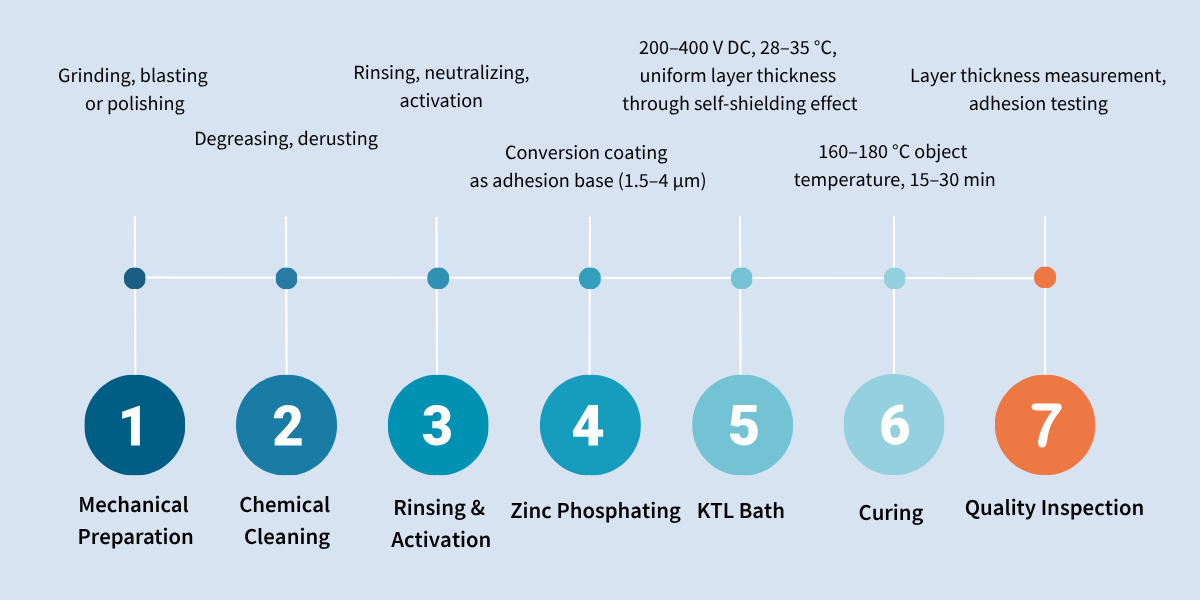
The standard process for steel components follows this sequence:
What is KTL?
KTL stands for cathodic dip coating. It is also known as cathodic electrocoating (ETL) or, in English, as cathodic dip coating or e-coat. In this process, the component is completely immersed in an aqueous coating bath.
When a DC voltage of 200 to 400 V is applied, paint particles migrate electrochemically to the surface of the component, where they are deposited evenly. The component acts as the cathode, hence the name.
This principle offers a key technical advantage: the coating thickness regulates itself. As soon as a surface is sufficiently coated, its electrical resistance increases. And the coating then shifts to areas that have not yet been coated.
This self-shielding effect ensures a uniform coating thickness of typically 15 to 35 g/m². This applies even in cavities, pipes, weld zones, and hard-to-reach internal surfaces that are inaccessible to conventional spraying methods.
After the dip, the component is rinsed to remove excess paint. It is then baked at an object temperature of 160 to 180 °C for 15 to 30 minutes. The curing phase cross-links the paint film and gives it its final mechanical and chemical properties.
KTL is an organic barrier coating process. It protects the base material by keeping moisture and oxygen away from the metal surface. Unlike galvanizing, KTL does not provide cathodic sacrificial protection—if the coating is damaged in a localized area, the exposed area remains unprotected. However, for applications where edge protection and cavity coverage are critical, KTL is virtually irreplaceable.
KTL Coating: Pretreatment
The quality of an electrophoretic coating depends entirely on the pretreatment. This is the only way to achieve a flawless surface.
The paint coating can adhere and protect only as well as the surface beneath it has been prepared. Any mistakes made during pretreatment cannot be corrected after baking.
The standard process for steel components follows this sequence:
Degreasing
Degreasing with aqueous alkaline cleaners removes oils, greases, coolants, and rust-preventive oils from machining operations. This step is a prerequisite for all subsequent processes. Insufficiently degreased surfaces lead to wetting problems and adhesion failure of the phosphate coating.
Zinc phosphating
Zinc phosphate conversion coating forms a crystalline conversion layer on the steel surface. It anchors the KTL coating both mechanically and chemically. This permanently improves adhesion and significantly enhances the corrosion protection of the entire system.
Zinc phosphating is the standard for automotive applications. The thickness of the phosphate coating is typically between 1.5 and 4 g/m².
Rinse and Activate
Rinsing and activating between stages prevents cross-contamination of the baths and ensures a uniform crystal size in the phosphate layer.
Nanotechnology-based conversion coatings are increasingly being used today as an alternative to zinc phosphating. These coatings do not contain phosphates or heavy metals. They also require a shorter processing time and offer comparable adhesion values for many applications. For automotive requirements with OEM approvals, however, traditional zinc phosphating remains the standard.
The following applies to requests for proposals: The pretreatment stage must be explicitly specified. A KTL order that does not specify the pretreatment is incomplete. The corrosion protection class listed in the contract coater’s test report always applies to the entire system. It includes both the pretreatment and the paint coating.
If a component has already been coated, it can be chemically stripped to prepare it; in cases of severe rust, it is often necessary to first strip and derust the component.
What is KTL used for?
KTL is selected when one or more of the following requirements must be met:
- Uniform corrosion protection on components with complex geometries, cavities, pipes, and hard-to-reach internal surfaces that cannot be fully coated using spray application methods
- High edge coverage for stamped parts, welded assemblies, and sheet metal structures, where experience has shown that edges are the most vulnerable areas to corrosion
- Corrosivity categories C3 to C4 according to DIN EN ISO 12944 as a single coat; in combination with a topcoat, also C5
- Primer in multi-coat systems in which KTL serves as the primer and is subsequently overcoated with powder coating or liquid paint
- Uniform coating thickness distribution for dimensionally critical components where spraying would result in unacceptable variations in coating thickness
- Cost-effectiveness for mass-produced parts, as cathodic electrocoating systems operate fully automatically and can coat large quantities in short cycle times
KTL at a Glance
- Procedure: Cathodic dip coating (KTL), cathodic electrocoating (ETL)
- Protection principle: Organic barrier layer, no cathodic sacrificial protection
- Suitable materials: Steel, galvanized steel, die-cast aluminum, gray cast iron
- Typical layer thicknesses: 15–35 µm
- Baking temperature: 160–180 °C object temperature, 15–30 min
KTL: An Overview of All Materials
KTL coating: Steel — ✅ Standard application
Structural steel and construction steel in accordance with DIN EN 10025 are the most commonly coated substrates. KTL adheres reliably to cleaned and phosphated steel surfaces. Zinc phosphate pretreatment is the standard for steel. It qualifies the entire system for corrosivity categories up to C4 as a single-layer coating.
KTL coating: Galvanized steel — ✅ well suited
Hot-dip galvanized or electrogalvanized steel can be coated with KTL to form a duplex system that provides excellent corrosion protection. The zinc layer continues to act as a cathodic protection, while the KTL layer serves as an organic barrier. The pretreatment must be tailored to the zinc substrate; aggressive phosphating baths can attack the zinc surface. This should be clarified with the contract coater before placing the order.
KTL coating: Aluminum — ✅ well-suited
Die-cast aluminum is routinely coated with KTL in the automotive industry, particularly for transmission housings, structural components, and chassis components.
The pretreatment process differs from that used for steel. Pickling with alkaline or acidic solutions, followed by an adapted conversion coating. In the case of porous die-castings, outgassing during baking can lead to surface defects. This is a known process risk that must be discussed with the contract coater prior to approval.
KTL: Gray cast iron — ⚠️ Suitable with restrictions
Grey cast iron can be coated using the KTL process, but requires careful pretreatment. The open graphite structure on the cast surface binds oils and makes complete degreasing difficult. Insufficiently cleaned cast surfaces lead to adhesion failures. Only source from contract coaters with proven experience with cast materials.
KTL: Stainless steel — ❌ Not suitable
Plastics are not electrically conductive and therefore cannot be directly coated using the KTL process. A conductive pretreatment is required.
This includes a conductive primer (conductive coating). Alternatively, compounds containing conductive fillers can be used. These include carbon black or carbon fibers.
In the automotive industry, KTL coating on plastic is well established. This is particularly true for body components such as bumpers and side mirrors, where color matching with the body is required. The process is more complex and costly than KTL on steel. It requires a contract coater with proven experience with plastic substrates.
KTL: Plastics — ⚠️ Suitable with reservations
Stainless steel already provides corrosion protection thanks to its own passive layer. KTL is neither technically necessary nor economically justified. Suitable processes for stainless steel include passivation, electropolishing, or PVD.
Alternatives to KTL
| Procedure | Protection principle | Better than KTL if… |
| Powder coating | Organic barrier layer | Color and appearance are key requirements; no complex cavities; more cost-effective for individual parts and small production runs |
| Wet coating | Organic barrier layer | On-site repairability required, small quantities, custom colors |
| hot-dip galvanizing | Cathodic sacrificial protection + barrier | Outdoor applications C4/C5; damage to the coating must be tolerable without compromising protection |
| Electrogalvanizing | Cathodic sacrificial protection + barrier | Screws and fasteners, dimensionally critical parts with thin-layer structures |
| Phosphate conversion coating | Conversion layer as a primer | No separate corrosion protection required; focus on paint adhesion or cold forming |
| KTL + Powder Coating | Organic barrier + barrier | Highest corrosion categories (C5), automotive requirements in accordance with OEM specifications |
KTL Coating: Pros and Cons
| Advantages of KTL coating | Disadvantages of KTL coating |
| Consistent coating thickness even in cavities, pipes, and hard-to-reach areas due to the self-shielding effect | No cathodic sacrificial protection: if the coating is damaged, the base material is unprotected |
| High edge coverage compared to spray and powder coating processes | Limited color selection: KTL is mainly available in black, gray, and primer shades; no special-effect colors |
| Cost-effective for large production runs thanks to a fully automated process | High capital investment for contract coaters; small batch sizes and individual parts are correspondingly more expensive |
| Good adhesion base for subsequent topcoats and powder coatings in a multi-layer system | A curing temperature of 160–180 °C excludes temperature-sensitive components and assemblies containing plastic parts |
| Consistent process control and good reproducibility for mass-produced components | Non-conductive materials require a conductive pretreatment (conductive coating or conductive compounds) |
Relevant standards and specifications for KTL
- DIN EN ISO 12944 — Coating systems for corrosion protection: Corrosivity categories C1 to C5, service life, and requirements for coating systems. Basis for the selection of single- and multi-layer systems
- DIN EN ISO 4628 — Evaluation of coating defects: blistering, rusting, cracking, and loss of adhesion as standardized test criteria for acceptance and complaint assessment
- DIN EN ISO 9227 - Salt spray test as standardized proof of corrosion protection (hours to white rust and red rust)
- DIN EN ISO 2808 — Measurement of coating thickness: wet film, dry film, and test methods
- DIN EN ISO 2409 — Cross-hatch adhesion test for evaluating paint adhesion to the substrate
- REACH Regulation — Pretreatment baths and coating formulations must be free of chromium(VI); this is now the industry standard, but must be documented by the contract coater
Checklist for Purchasing Managers: Requirements for Contract Coating Providers for Electrocoating
- Certification to DIN EN ISO 9001, for the automotive industry (IATF 16949)
- Indication of the pretreatment stage on the delivery note: zinc phosphating or nanotechnology conversion coating
- Written confirmation of the absence of Cr(VI) in pretreatment baths and paint formulations in accordance with REACH
- Coating thickness measurement in accordance with DIN EN ISO 2808, with traceable measurement reports for each batch
- Adhesion testing in accordance with DIN EN ISO 2409 (cross-hatch) for new substrates or during initial sampling
- Salt spray test in accordance with DIN EN ISO 9227, including the number of hours until white rust and red rust appear: explicitly state the required minimum value
- Firing log: Object temperature and firing time documented for each batch
- Check in advance the maximum component size and rack dimensions of the KTL system for large components
- For multi-coat systems (electrophoretic coating + powder coating): Have the compatibility of the systems confirmed by the contract coater
KTL in Practice: Industry Overview and Applications
| Industry | Typical components | Coating objective and process |
| Automotive | Body-in-white, chassis components, control arms, beams, brackets | Cavity protection and edge coverage, KTL as a primer in a multi-coat system, IATF 16949-compliant |
| Mechanical engineering | Housings, frames, brackets, cover plates, welded assemblies | C3/C4 corrosion protection as a single coat or primer, with uniform film thickness on welds |
| Agricultural technology | Mounting frames, brackets, and structural components for tractors and harvesters | Cavity protection and edge covering for C3/C4 outdoor applications; KTL is often used as a primer |
| Home appliances (white goods) | Inner drums, frame components, structural components for washing machines and dishwashers | Uniform coating on complex internal geometries, cost-effective for large-scale production |
| Electrical Engineering and Switchgear | Control cabinet enclosures, cable trays, mounting plates | Uniform coating on stamped parts with many edges and cutouts, C3 protection |
KTL coating with FACTUREE
FACTUREE is a digital procurement platform for custom-made parts with a network of over 2,000 qualified manufacturing partners in Europe. The network includes certified KTL systems on steel, galvanized steel, and die-cast aluminum. Through FACTUREE, you can have individual parts, as well as small- to large-scale production runs, coated using the KTL process.
Are you looking for a contract cathodic dip coating provider with IATF 16949 certification, zinc phosphate pretreatment, or the capacity to handle specific component sizes? We can help you find the right partner based on process specialization, facility capacity, and certification status. No need for a tedious supplier search!
At FACTUREE, KTL can be seamlessly combined with multi-layer powder coating, electrogalvanizing as a primer, and heat treatment—all from a single source.
Your advantages with procurement via FACTUREE: Network of qualified, certified contract coating providers (DIN EN ISO 9001, IATF 16949) | Quick quotes for standard KTL and multi-coat systems (KTL + powder), from prototypes to large-scale production | Direct inquiry including material, pretreatment, coating thickness, corrosion category, and standard specifications | Technical support from a team of experts in selecting processes, providing design specifications, and defining system requirements | KTL can be combined with galvanizing, powder coating, and heat treatment—all from a single source
Questions & Answers About KTL
What is the difference between KTL and ATL?
KTL (cathodic dip coating) and ATL (anodic dip coating) are both electrocoating processes, but they differ in the polarity of the workpiece. In KTL, the component acts as the cathode (negative polarity); in ATL, it acts as the anode (positive polarity). KTL offers significantly better corrosion protection properties and higher coating quality and is now the industrial standard. ATL is largely obsolete and is rarely found in industrial mass production.
Can KTL be used as the sole form of corrosion protection, or is a topcoat always required?
KTL can be applied as a single coat. It provides protection up to corrosivity category C3, and with an optimized zinc phosphate pretreatment and appropriate film thickness, it also meets the requirements for C4 according to DIN EN ISO 12944.
For C5 requirements, or when additional color and design specifications apply, KTL is used as a primer in a multi-coat system. The decision depends on the application environment, OEM specifications, and the required service life.
What should be included in the drawing for KTL coating?
Minimum information required on the drawing: Process (electrocoating), pretreatment (e.g., zinc phosphating), required coating thickness in g/m², corrosion category according to DIN EN ISO 12944, required test (e.g., salt spray test according to DIN EN ISO 9227, minimum hours until red rust).
For multi-coat systems, also specify the topcoat application method and the system requirements. Incomplete information regarding surface preparation is the most common cause of complaints and inconsistent corrosion protection performance.
What are the standard coating thicknesses for KTL, and how are they tested?
The standard KTL is 15 to 35 g/m² dry film thickness. Measurements are performed in accordance with DIN EN ISO 2808 using magnetic-inductive measuring instruments on magnetic substrates. For aluminum substrates, we use eddy current-based measurement methods. The required coating thickness and the measurement method should always be specified on the drawing or in the order specifications.
Which suppliers offer KTL coating for drawn parts in Germany?
FACTUREE provides access to certified KTL contract coating providers throughout Germany and Europe. The service includes standard KTL coating on steel and aluminum, as well as multi-layer systems with powder coating. All surface coatings come with complete standards documentation and transparent quotes for everything from prototypes to large-scale production.