Zingage des métaux : Connaissances pour les acheteurs et les ingénieurs
La zingage est le procédé le plus utilisé dans le monde pour protéger activement l'acier contre la corrosion. La couche de zinc métallique agit comme une anode sacrificielle cathodique. Elle continue à protéger le matériau de base même lorsque la surface est endommagée mécaniquement. Cela s'applique aux pièces allant du prototype individuel à la grande série, de la construction mécanique à l'infrastructure.
Il est possible d'éviter des erreurs coûteuses lors du choix du procédé, de la spécification des dessins et de l'approvisionnement. Celui qui, en tant que constructeur ou acheteur technique, connaît la galvanisation à chaud, la zingage (l'électrozingage) et les couches d'alliage comme le ZnNi et les spécifie correctement, économise des frais de réclamation et assure la protection anticorrosion requise à long terme.
Qu'est-ce que la zingage ?
La zingage est un procédé de protection de surface métallique qui consiste à appliquer une couche de zinc sur l'acier ou les matériaux ferreux. Le zinc protège le matériau de base de deux manières à la fois. D'une part, le zinc fonctionne comme une couche barrière qui tient l'humidité et l'oxygène à distance. D'autre part, il agit comme une anode sacrificielle cathodique qui se dissout préférentiellement par voie électrochimique et protège ainsi activement l'acier de la corrosion.
Cette protection cathodique constitue un avantage technique décisif par rapport aux procédés organiques tels que le revêtement en poudre ou la peinture humide. Même si la couche de zinc est endommagée au niveau des bords ou des interfaces, la protection est maintenue.
La couche de zinc peut également se briser localement en cas de contrainte mécanique. Le zinc continue toutefois de protéger l'acier exposé dans les environs. Cette propriété est appelée protection cathodique à distance ou effet de protection des victimes. C'est la raison pour laquelle la zingage est utilisée pour les applications extérieures à forte corrosivité.
La zingage modifie légèrement la structure du matériau de base uniquement dans le cas de la galvanisation à chaud. Il faut en effet tenir compte de la température du bain d'environ 450 °C pour les aciers à haute résistance. L'électrozingage s'effectue à température ambiante et convient donc sans restriction aux éléments de fixation jusqu'à la classe de résistance 8.8 incluse.
Prétraitement lors de la zingage
Le prétraitement est l'étape la plus critique du processus de zingage. Une surface insuffisamment nettoyée ou activée entraîne des défauts, une perte d'adhérence et une diminution de la protection contre la corrosion. Indépendamment de la qualité du processus de zingage proprement dit.
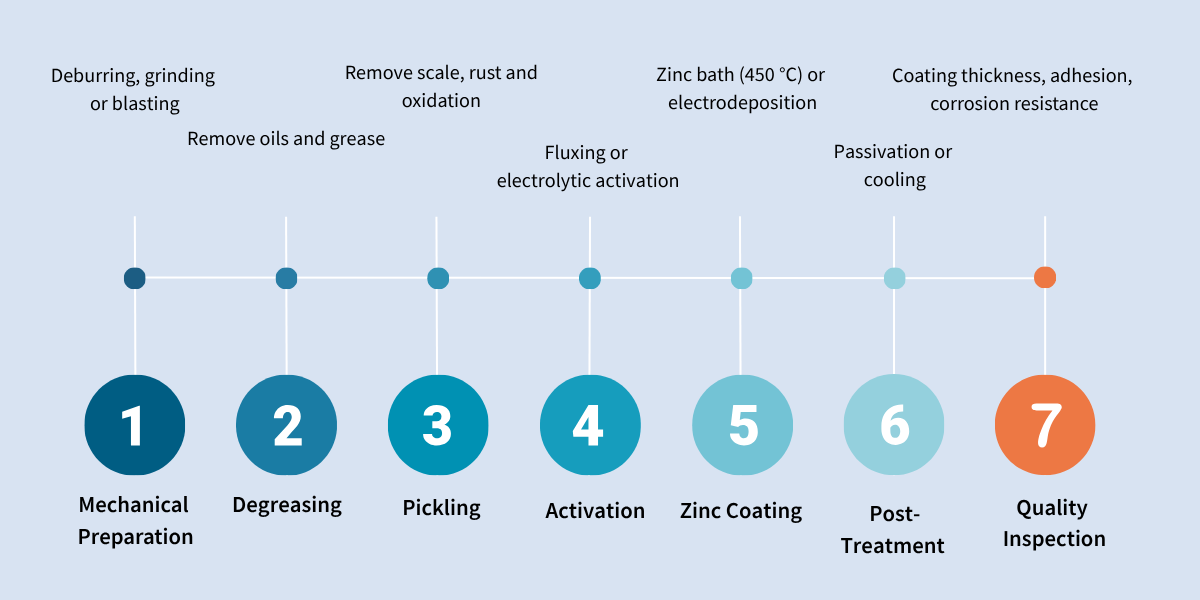
Lors de la galvanisation à chaud, le prétraitement suit toujours cette séquence :
- Dégraissage avec des nettoyants aqueux ou des lessives alcalines pour éliminer les huiles, les graisses et les lubrifiants de refroidissement de l'usinage.
- Décapage à l'acide chlorhydrique ou sulfurique pour éliminer complètement la calamine, la rouille et la peau de laminage.
- Fluxer avec une solution de chlorure d'ammonium de zinc afin d'éviter une nouvelle oxydation avant la plongée. Et assurer le mouillage par le zinc liquide
Cette séquence de prétraitement s'applique à l'électrozingage :
- Dégraissage par électrolyse ou par immersion alcaline
- Décapage pour activer complètement la surface de l'acier
- Bain de galvanisation (alcalin cyanuré, alcalin sans cyanure ou acide) pour le dépôt de la couche de zinc
- Passivation après le dépôt dans les couleurs bleu, jaune irisé, noir ou en couche épaisse. La surface du zinc est ainsi protégée contre la formation de rouille blanche. Toutes les passivations doivent être exemptes de Cr(VI) (Conformité REACH voir ici notre vidéo).
Pour les appels d'offres et les indications sur les plans, la règle est la suivante : indiquer explicitement la couleur de passivation requise, et pas seulement le procédé. Dans la pratique, la plupart des réclamations ne sont pas dues à une épaisseur de couche mal choisie ! Elles sont dues à l'absence d'indications ou à des indications contradictoires concernant la passivation et la classe de protection anticorrosion selon la norme DIN EN ISO 9227.
À quoi sert la zingage?
La zingage est choisie lorsqu'un ou plusieurs des objectifs de protection suivants doivent être atteints :
- Protection active contre la corrosion par un effet cathodique de protection des victimes, qui continue à agir même si la couche est endommagée localement.
- Protection longue durée en extérieur selon les catégories de corrosivité C3 à C5 selon la norme DIN EN ISO 9223. Durée de protection documentée de 20 à plus de 70 ans selon l'épaisseur de la couche et les conditions environnementales.
- Protection des éléments de fixation et des pièces normalisées, qui ne peuvent pas être traitées ultérieurement une fois montées. Ils doivent être durablement résistants aux intempéries.
- Base du système duplex, Le revêtement par galvanisation à chaud et le revêtement par poudre sont combinés et agissent en synergie (selon la norme DIN EN 15773).
- Rentabilité des grandes constructions et des pièces de série, car la galvanisation à chaud revêt des ensembles entiers en une seule immersion, sans traitement individuel
- Haute protection contre la corrosion pour les composants automobiles grâce à des couches d'alliage ZnNi qui atteignent des résistances à la corrosion de plus de 720 heures lors du test au brouillard salin selon DIN EN ISO 9227
La zingage en un coup d'œil
- Procédure : Galvanisation à chaud (env. 450 °C), zingage (également électro-galvanisation), couches d'alliage ZnFe et ZnNi, shérardisation, galvanisation mécanique, galvanisation chimique
- Principe de protection : Protection cathodique des victimes et effet de barrière
- Matériaux appropriés : Acier de construction, acier de construction, fonte (sous réserve), pièces normalisées et éléments de fixation
- Epaisseurs de couche typiques : 7-25 µm (zingage), 45-200 µm (galvanisation à chaud)
- Normes centrales : DIN EN ISO 1461 (galvanisation à chaud), DIN EN ISO 4042 (électrozingage), DIN EN ISO 10684 (galvanisation à chaud d'éléments de fixation)
- Possibilité de combinaison : Système duplex avec revêtement en poudre selon DIN EN 15773 pour les exigences les plus élevées en matière de protection contre la corrosion
Quels sont les différents types de zingage?
Le choix du procédé détermine l'épaisseur de la couche, l'effet de protection, la précision dimensionnelle et le domaine d'application. En complément des procédés galvaniques et thermiques, la galvanisation mécanique et la galvanisation chimique sont pertinentes pour les pièces spéciales.
L'aperçu suivant présente toutes les procédures pertinentes pour l'achat industriel :
| Procédure | Température du bain | Épaisseur de la couche | Application typique | Force |
| Galvanisation à chaud (galvanisation à la pièce) | env. 450 °C | 45-200 µm | Constructions métalliques, pylônes en treillis, tuyauteries, poutres, balustrades | Protection maximale, même pour les grandes pièces complexes, DIN EN ISO 1461 |
| Zingage électrolytique (Zn) | Température ambiante | 7-25 µm | Vis, petites pièces, pièces de précision, pièces normalisées | Dimensions stables, larges options de passivation, DIN EN ISO 4042 |
| Galv. ZnFe (fer-zinc) | Température ambiante | 7-15 µm | Pièces de carrosserie, pièces de structure automobile | Haute soudabilité, bonne adhérence de la peinture, phosphatable |
| Galv. ZnNi (nickel-zinc) | Température ambiante | 8-15 µm | Composants de châssis, pièces de freinage, aéronautique | > 720 h brouillard salin, résistance à la température jusqu'à env. 120-150 °C selon la teneur en Ni |
| Sherardiser | 280-400 °C | 10-30 µm | Pièces normalisées, petites pièces, pièces filetées complexes | Couche uniforme, même sur les filets et les géométries difficiles d'accès |
| Galvanisation à chaud en continu | env. 450 °C | 7-25 µm | Tôle automobile, éléments de construction en tôle d'acier | Couche très uniforme, économique pour les feuillards en grandes quantités |
Zingage : avantages et inconvénients
| Avantages | Inconvénients |
| La protection cathodique des victimes continue d'agir même en cas de dommages en surface | Galvanisation à chaud (450 °C) ne convient pas pour les éléments de fixation à partir de la classe de résistance 10.9 et les aciers à haute résistance de plus de 1000 MPa |
| Couche métallique : pas d'écaillage, pas de formation de bulles, pas de problème de gonflement | Zingage: épaisseur de couche limitée, insuffisante pour les environnements fortement corrosifs C5 seuls |
| Économique pour les grandes constructions, les pièces de série et les connecteurs de masse | Risque de fragilisation par l'hydrogène des pièces à haute résistance par le processus de décapage, recuit de détente nécessaire selon DIN EN ISO 4042 |
| Peut être combiné avec un revêtement en poudre en système duplex (DIN EN 15773) pour une durée de protection maximale | Tolérance dimensionnelle lors de la galvanisation à chaud : des épaisseurs de couche jusqu'à 200 µm influencent les surfaces d'ajustage et les filetages |
| Durée de protection documentée de 20-70+ ans, selon l'épaisseur de la couche et la catégorie de corrosivité | Les dimensions des bacs du zingage à façon limitent la taille maximale des pièces lors de la galvanisation à chaud |
Zingage des métaux : Aperçu de tous les matériaux
L'aptitude à la zingage dépend directement du substrat. La composition du matériau, la résistance, la géométrie de la pièce et le niveau de protection requis sont des facteurs décisifs :
1. Zingage de l'acier - ✅ application standard
L'acier de construction selon la norme DIN EN 10025 est le substrat standard pour la galvanisation à chaud. La teneur en silicium de l'acier a une influence directe sur l'épaisseur et la morphologie de la couche.
Les aciers dans la plage de sables (0,03-0,12 % Si) ou avec plus de 0,25 % Si forment des couches d'alliage plus épaisses, parfois fragiles. La teneur en silicium doit être vérifiée dès la spécification de l'acier et convenue avec le prestataire de zingage à façon avant que les autorisations de dessin ne soient accordées.
Les données relatives aux matériaux doivent figurer sur le dessin, y compris la teneur en Si. La classe d'épaisseur de couche requise selon la norme DIN EN ISO 1461 doit également être définie (en fonction de l'épaisseur du matériau de la pièce).
2. Zingage de vis et d'éléments de fixation - ✅ Bien adapté
Les vis, écrous et éléments de fixation sont principalement galvanisés par électrolyse ou galvanisés à chaud selon la norme DIN EN ISO 10684. La zingage à chaud est autorisée selon la norme DIN EN ISO 10684 jusqu'à la classe de résistance 8.8 incluse, exclue à partir de la classe 10.9. Lors de la galvanisation à chaud de filetages métriques, la règle suivante s'applique en outre : les écrous doivent être fabriqués surdimensionnés ou retaillés en raison de l'épaisseur de la couche de zinc.
3. Zingage du fer - ⚠️ Convient sous réserve
La fonte peut être galvanisée à chaud, mais nécessite un traitement préalable soigneusement adapté. La structure en graphite dans la structure de la fonte peut rendre difficile le mouillage uniforme par le zinc liquide. Des flux spéciaux et des compositions de bain adaptées sont nécessaires. Les pièces en fonte ne devraient être achetées qu'auprès de prestataire de zingage à façon spécialisés qui peuvent présenter des références explicites de processus pour ce matériau.
4. Zingage du laiton - ⚠️ Convient sous réserve
Le laiton peut être galvanisé et s'est établi industriellement pour la robinetterie, les pièces de raccordement et les éléments décoratifs. La galvanisation à chaud n'est pas applicable au laiton.
Dans le bain de zinc à 450 °C, le zinc et le cuivre s'allient, ce qui entraîne une adhérence irrégulière des couches et des défauts de revêtement. Pour l'électrozingage du laiton, un prétraitement adapté est nécessaire. En effet, l'alliage de cuivre est plus sensible aux bains de décapage agressifs que l'acier. Les composants en laiton devraient être exclusivement achetés auprès de galvanisateurs à façon qui peuvent présenter des références explicites de processus pour les alliages de cuivre.
5.Zingage du cuivre - ⚠️ Convient sous réserve
Le cuivre peut être galvanisé. Il est utilisé lorsque la protection contre la corrosion doit être combinée à la conductivité électrique. Par exemple, pour les barres conductrices, les bornes et les pièces de contact électrique.
La galvanisation à chaud ne convient pas sur le cuivre. En effet, le zinc et le cuivre forment un alliage dans le bain de fusion, ce qui rend les propriétés de la couche incontrôlables.
Le prétraitement requiert un soin particulier. Le cuivre est sensible aux acides forts, c'est pourquoi des systèmes de décapage doux sont nécessaires. Comme pour le laiton, il convient de ne s'approvisionner qu'auprès de galvanisateurs à façon ayant une expérience avérée des matériaux à base de cuivre.
6. Zingage de l'acier inoxydable - ❌ Ne convient pas
L'acier inoxydable apporte déjà une protection contre la corrosion grâce à sa propre couche passive. Le zingage n'est pas techniquement utile et économiquement justifié. Les procédés de surface appropriés pour l'acier inoxydable sont la passivation, l'électropolissage ou le revêtement PVD.
7. Zingage de l'aluminium - ❌ Non applicable
L'aluminium n'est pas galvanisé. Les procédés de protection anticorrosion pertinents pour l'aluminium sont l'anodisation (anodisation), le revêtement par poudre après une couche de conversion préalable sans chrome ou le PVD. Pour les composants où l'acier et l'aluminium sont en contact, il faut éviter la corrosion de contact. Séparer les métaux de manière appropriée ou appliquer un revêtement sur l'acier.
Alternatives à la zingage
La zingage n'est pas le choix optimal pour tous les matériaux et toutes les exigences. L'aperçu suivant montre les principales alternatives et quand elles sont plus judicieuses :
| Procédure | Principe de protection | Mieux que la zingage si... |
| Revêtement par poudre | Couche barrière organique | L'aspect et les couleurs sont exigés, la résistance mécanique est au premier plan |
| Système duplex | Zinc + barrière organique | Exigences les plus élevées en matière de protection contre la corrosion C4/C5, longs intervalles de maintenance |
| Phosphatation | Couche de conversion comme couche d'adhérence | Possibilité de peinture ou de formage à froid requis, pas de protection anticorrosion autonome |
| Passivation | Couche d'oxyde sur l'acier inoxydable | Le substrat est de l'acier inoxydable, aucun zinc n'est souhaité |
| KTL | Couche barrière organique, couverture élevée des bords | Géométries complexes avec cavités, exigences automobiles |
| PVD | Couche fonctionnelle dure | Protection contre l'usure et aspect visuel sur des pièces de précision, en acier inoxydable ou en aluminium |
Normes et spécifications pertinentes pour la zingage
Les normes et règlements suivants sont déterminants pour les appels d'offres, les indications sur les plans et les contrôles des fournisseurs :
- DIN EN ISO 1461 - Galvanisation à chaud de pièces : exigences relatives aux épaisseurs de couche, à l'adhérence, aux essais et aux réparations
- DIN EN ISO 4042 - Galvanisation électrolytique : classes d'épaisseur de couche, passivations, exigences pour le recuit de détente pour les pièces à haute résistance (190-220 °C selon la classe de résistance)
- DIN EN ISO 10684 - Galvanisation à chaud d'éléments de fixation : Filetages, admissibles jusqu'à la classe de résistance 8.8 incluse, exigences d'essai
- DIN EN ISO 9223 - Catégories de corrosivité C1 à C5 comme base pour le choix du procédé en fonction du lieu d'utilisation
- DIN EN ISO 9227 - Essai au brouillard salin comme preuve normalisée de l'effet anticorrosion (heures jusqu'à la rouille blanche et la rouille rouge)
- DIN EN 15773 - Système duplex : revêtement en poudre sur acier galvanisé à chaud, exigences de prétraitement et preuves d'adhérence
- DIN EN ISO 2178 / 1463 - Mesure de l'épaisseur des revêtements non magnétiques sur des substrats magnétiques
- Règlement REACH - restriction du chrome(VI) dans les passivations ; les passivations sans Cr(VI) sont la norme industrielle et doivent être documentées par le galvanisateur à façon. Regardez notre vidéo sur REAH et ROHS.
Check-list pour les acheteurs : exigences envers le galvaniseur à façon
- Certification selon DIN EN ISO 9001 ou spécifique à la branche : IATF 16949 (Automotive), Gütegemeinschaft Feuerverzinken (pour la galvanisation à chaud selon DIN EN ISO 1461)
- Justificatif de la couleur de passivation utilisée (bleu, jaune irisé, noir ou couche épaisse) ainsi que confirmation écrite de l'absence de Cr(VI) selon REACH
- Mesure de l'épaisseur de couche selon DIN EN ISO 2178 ou 1463 avec protocoles de mesure traçables par charge ou par lot
- Documentation des dimensions de la cuve pour la galvanisation à chaud : la taille de l'élément de construction doit être adaptée à la cuve, à clarifier à temps en cas de dimensions limites
- Protocole de recuit de détente pour les pièces à haute résistance : 190-220 °C selon la classe de résistance, moment et durée documentés selon DIN EN ISO 4042
- Références de processus pour les matériaux spéciaux (fonte, AHSS) disponibles, si pertinentes
- Aptitude au duplex démontrée et procédure de prétraitement spécifiée pour le revêtement en poudre ultérieur, si le système duplex est prévu
Zingage dans la pratique : aperçu du secteur

On trouve des composants galvanisés dans presque toutes les industries de fabrication, de la construction métallique à la sous-traitance automobile en passant par la construction mécanique.
L'aperçu suivant montre où la zingage est utilisée de manière standard, quel objectif de protection est à chaque fois au premier plan et quel procédé est mis en place pour cela.
| Secteur | Composants typiques | Objectif du revêtement et procédé |
| Construction métallique et infrastructure | Poutres, pylônes en treillis, éléments de ponts, garde-corps, rails d'ancrage de fondations | Protection anticorrosion à long terme C4/C5, galvanisation à chaud selon DIN EN ISO 1461, durées de protection 30-70 ans |
| Construction mécanique | Cadres, consoles, couvertures, axes, fixations | Protection anticorrosion C3/C4, électrozingage pour les pièces de précision, galvanisation à chaud pour les constructions |
| Automobile | Pièces de carrosserie, composants de freinage, vis de châssis, supports | ZnFe pour la soudabilité et la possibilité de peindre, ZnNi pour une protection maximale contre la corrosion, conforme à la norme IATF 16949 |
| Construction et technique du bâtiment | Constructions de toitures, tuyauteries, rails, moyens d'assemblage | Galvanisation à chaud pour une résistance aux intempéries, système duplex pour façades selon DIN EN 15773 |
| Approvisionnement en énergie | Structures d'éoliennes, mâts, chemins de câbles, fondations | Galvanisation à chaud pour une résistance C5, intervalles d'entretien minimisés pendant toute la durée de vie de l'installation |
Zingage à proximité avec FACTUREE
FACTUREE est une plateforme d'approvisionnement numérique pour les pièces à dessin avec un réseau de plus de 2.000 partenaires de fabrication qualifiés en Europe. Le réseau comprend des galvanisateurs à façon certifiés pour tous les procédés pertinents, de l'électrozingage de petites pièces de précision à la galvanisation à chaud de grandes constructions en acier.
Vous cherchez un galvaniseur à façon à Berlin, dans toute l'Allemagne ou en Europe ? FACTUREE trouve l'entreprise qui vous convient en fonction de la capacité, de la taille des cuves, de la spécialisation du procédé et du niveau de certification. Les demandes sont traitées directement, sans recherche fastidieuse de fournisseurs, avec des offres transparentes allant du prototype à la grande série.
Outre les procédés standard tels que l'électrozingage et la galvanisation à chaud, FACTUREE offre l'accès aux couches d'alliage ZnFe et ZnNi ainsi que la sherardisation pour les géométries complexes. Chez FACTUREE, la zingage peut être combinée sans problème avec le revêtement en poudre dans le système duplex, la passivation et le traitement thermique, le tout auprès d'un seul et même fournisseur.
Vos avantages en vous approvisionnant auprès de FACTUREE : Réseau qualifié de galvanisateurs à façon certifiés (DIN EN ISO 9001, IATF 16949, Gütegemeinschaft Feuerzinzinken) | Offres rapides pour les procédés standard et spéciaux (ZnNi, sherardisation, système duplex) | Demande directe avec le matériau, le procédé, la classe d'épaisseur de couche, la passivation et l'indication de la norme | Assistance technique pour le choix du procédé, l'indication du dessin et la spécification par une équipe spécialisée | Possibilité de combiner la galvanisation avec le revêtement par poudre, la passivation et le traitement thermique d'une seule main | Flexibilité pour les quantités : Du prototype à la grande série
Questions & réponses sur la zingage
Différence : la galvanisation et la galvanisation à chaud expliquées brièvement.
La galvanisation à chaud plonge l'élément dans du zinc liquide à environ 450 °C. La couche obtenue se compose de plusieurs couches d'alliage fer-zinc et d'une couche de finition en zinc pur. Elle est nettement plus épaisse (45-200 µm), offre la meilleure protection à long terme contre la corrosion et est mise en place pour les grandes constructions et les applications extérieures.
L'électrozingage (zingage électrolytique) dépose le zinc à température ambiante par voie électrochimique à partir d'une solution aqueuse. Les couches sont plus fines (7-25 µm) et plus précises dans la répartition des épaisseurs. Elles peuvent être combinées avec un plus grand choix d'options de passivation. Pour les pièces de précision, les vis et les composants aux dimensions critiques, l'électrozingage est le choix standard.
Revêtement en poudre vs zingage : quelle est la différence et qu'est-ce qui est mieux ?
Le revêtement par poudre et la zingage protègent tous deux les métaux contre la corrosion, mais fonctionnent de manière fondamentalement différente. La zingage applique une couche de zinc métallique qui a un effet cathodique. Cette couche protège activement l'acier même si la surface est endommagée.
Le revêtement en poudre forme quant à lui une couche de protection organique en résine synthétique. Elle empêche l'humidité et l'oxygène de pénétrer. Mais en cas d'endommagement, cette couche n'offre plus de protection active.
La différence décisive pour le choix de la procédure :
- La zingage est le bon choix pour les classes de corrosivité élevées (C4/C5), les applications extérieures sans entretien régulier, les éléments avec des arêtes et des interfaces et partout où l'effet protecteur doit être maintenu même après un endommagement mécanique.
- Le revêtement en poudre est le bon choix lorsque l'aspect et les couleurs jouent un rôle ; lorsque la résistance mécanique, comme la résistance aux rayures et aux chocs, est requise ; ou lorsqu'un large choix de couleurs et de textures de surface est nécessaire.
Pour les exigences les plus élevées, il est recommandé d'utiliser le système Duplex : la galvanisation à chaud comme base métallique combinée à un revêtement en poudre comme couche de finition organique. Les deux procédés agissent en synergie et offrent des durées de protection nettement plus longues que n'importe quel revêtement individuel. Le système Duplex est standardisé selon la norme DIN EN 15773 et peut être acheté chez FACTUREE auprès d'un seul fournisseur.
Peut-on combiner la zingage et le revêtement par poudre ?
Oui, le système dit Duplex combine la galvanisation à chaud et le revêtement par poudre et est standardisé selon la norme DIN EN 15773. Le zinc et le revêtement organique agissent en synergie : la couche de zinc assure une protection cathodique, tandis que la couche de poudre fait office de barrière contre l'humidité et l'oxygène.
Le système Duplex offre des durées de protection nettement plus longues que n'importe quel revêtement individuel. C'est le standard pour les ponts, les constructions de façades et les éléments d'infrastructure dans un environnement fortement corrosif (C4/C5). Chez FACTUREE, le système Duplex peut être acheté auprès d'un seul fournisseur.
Peut-on enlever une zinage?
Oui, il est possible d'enlever une couche de zinc, mais le procédé dépend de l'épaisseur de la couche et du substrat. Les méthodes courantes sont le décapage chimique avec des solutions contenant de l'acide chlorhydrique ou sulfurique, le sablage mécanique et, dans certains cas particuliers, le décapage électrochimique. Le décapage chimique est la méthode la plus douce pour le substrat et est préférée pour les pièces aux dimensions critiques. Le sablage est plus rapide, mais il enlève toujours un peu de matériau de base.
Après l'élimination de la couche de zinc, il est impératif de procéder à un prétraitement complet. Ce n'est qu'ensuite qu'un nouveau zingage ou un autre procédé de surface peut être appliqué. Pour les aciers à haute résistance, un recuit de détente doit à nouveau être prescrit après un nouveau processus de décapage.
L'élimination d'un revêtement de zinc est coûteuse et rarement judicieuse sur le plan économique. La raison la plus fréquente est un premier revêtement défectueux ou un traitement ultérieur sur la pièce qui nécessite un nouveau revêtement. Dans ces cas, il est recommandé de consulter le galvaniseur à façon suffisamment tôt. Cela permet de clarifier les procédures de décollement appropriées et les étapes suivantes.
Quel fournisseur propose la zingage pour les pièces sur plan en Allemagne ?
FACTUREE, en tant que plateforme d'approvisionnement numérique avec plus de 2.000 partenaires de fabrication, donne accès à des galvanisateurs à façon certifiés dans toute l'Allemagne et l'Europe. L'offre comprend l'électrozingage, la galvanisation à chaud, les couches d'alliage ZnNi et les systèmes duplex. Ceux-ci sont à chaque fois accompagnés d'une documentation normative complète et d'une offre transparente, du prototype à la grande série.
Quel est le coût de la zinage?
Le coût de la galvanisation dépend de la taille de la pièce, du nombre de pièces, du procédé, de l'épaisseur du revêtement et de la certification requise. L'électrozingage de petites pièces et de vis se situe entre quelques centimes et moins d'un euro par pièce, en fonction de la quantité et de la passivation.
La galvanisation à chaud est souvent facturée au poids, avec des prix de base qui dépendent de la complexité des pièces et de l'utilisation des cuves. Les procédés spéciaux comme le ZnNi ou la sherardisation sont plus complexes et donc plus chers.
En règle générale, le plus grand levier de coûts lors de la galvanisation à chaud n'est pas le matériau, mais la géométrie de la pièce. La taille des bacs, les points de suspension et la possibilité de rincer les profilés creux déterminent directement les dépenses.
Pour obtenir des prix fiables, il est recommandé de faire une demande directe en indiquant le dessin, le matériau, le procédé et le nombre de pièces.