Harteloxal: processi e norme per i componenti in alluminio
Indice dei contenuti
- Che cos’è l’Harteloxal?
- Quali sono i parametri caratteristici più importanti dell'Harteloxal?
- Come funziona l'anodizzazione dura?
- Di che colore è l'Harteloxal?
- Anodizzazione dura o cromatura dura?
- Quali leghe di alluminio possono essere sottoposte ad anodizzazione dura?
- Come si indica correttamente l'Harteloxal nel disegno tecnico?
- Quali sono le norme applicabili all'anodizzazione dura?
- A cosa devono prestare attenzione gli acquirenti quando si tratta di anodizzazione dura?
L'Harteloxal è un processo di ossidazione anodica dell'alluminio. Lo strato ha solitamente uno spessore compreso tra 25 e 150 µm e una durezza da 400 a oltre 600 HV. Garantisce la massima resistenza all’usura. Ma come si fa a pianificare correttamente gli spessori dello strato e le variazioni dimensionali?
La nostra guida vi offre un concentrato di competenze specialistiche in materia di progettazione e approvvigionamento. Spazia dalla scelta della lega alle indicazioni tecniche nei disegni conformi alla norma DIN EN ISO 10074. A ciò si aggiunge una checklist per un processo di approvvigionamento ottimale. Informatevi qui e progettate i componenti in tutta sicurezza.
Che cos’è l’Harteloxal?
L'anodizzazione dura (Hard Anodizing) è un processo elettrochimico per la formazione di uno strato duro di Al₂O₃ sull'alluminio. Lo strato si forma attraverso la trasformazione del materiale di base. L’alluminio viene collegato come anodo in acido solforico e ossidato in Al₂O₃ mediante corrente continua.
Gli strati di anodizzazione dura penetrano nel materiale di base per circa il 50 % e si espandono verso l’esterno per il restante 50 %. Con uno spessore dello strato di 50 µm, il diametro esterno aumenta di circa 25 µm per lato. Questo aumento dimensionale deve essere specificato come misura minima nel disegno.
Quali sono i parametri caratteristici più importanti dell'Harteloxal?
Sulla base della nostra pluriennale esperienza nella produzione industriale e nella validazione dei rivestimenti, abbiamo raccolto questi parametri di processo. Essi hanno lo scopo di aiutarvi a progettare in modo sicuro i vostri componenti:
- Definizione: l'anodizzazione dura consiste nell'ossidazione anodica dell'alluminio in condizioni di processo più severe (0–5 °C, 1,5–3,5 A/dm²) al fine di ottenere strati densi di Al₂O₃.
- Spessore dello strato: da 25 a 150 µm; standard industriale da 25 a 75 µm.
- Precisione: per applicazioni di precisione si utilizzano spessori di strato compresi tra 25 e 50 µm.
- Durezza dello strato: da 400 a 600+ HV, a seconda della lega e delle condizioni di lavorazione.
- Variazione dimensionale: circa 50 % dello spessore dello strato si espandono verso l’esterno; nel disegno è necessario prevedere una tolleranza negativa.
- Colore: da grigio a grigio scuro (a seconda della lega); nero solo mediante colorazione.
- Norme: DIN EN ISO 10074 (Europa), MIL-A-8625F Tipo III (USA / Settore aerospaziale).
Lo strato presenta una resistenza all'usura nettamente superiore. Inoltre, grazie alla durezza notevolmente maggiore dello strato ceramico risultante, si ottiene un eccellente isolamento elettrico.
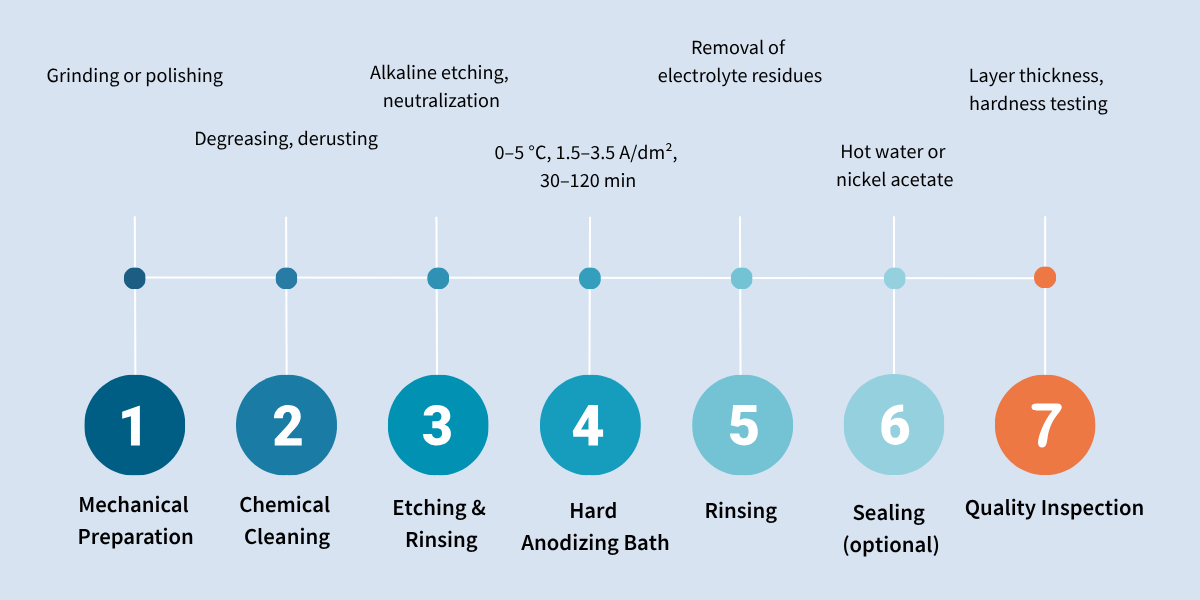
Come funziona l'anodizzazione dura?
Il componente viene immerso come anodo in un bagno di acido solforico (da 150 a 200 g/l) a una temperatura compresa tra 0 e 5 °C. I componenti in alluminio vengono immersi in elettroliti speciali, dove correnti più elevate ne determinano la deposizione. La densità di corrente (da 1,5 a 3,5 A/dm²) e la durata del processo (da 30 a 120 minuti) vengono adattate in base alla lega e allo spessore desiderato dello strato. Facoltativamente, segue una fase di compattazione (sealing) che aumenta la protezione dalla corrosione, ma impedisce l’accumulo di lubrificante.
Caratteristica |
Anodizzazione standard |
Harteloxal |
| Spessore dello strato | da 5 a 25 µm | da 25 a 150 µm |
| Durezza stratificata | da 200 a 400 HV | da 400 a 600+ HV |
| Temperatura del bagno | da 18 a 22 °C | da 0 a 5 °C |
| Resistenza all'usura | moderato | da elevato a molto elevato (protezione nettamente superiore) |
| Modifica delle misure | basso | rilevante (≈50 % crescita interna) |
| Colore | dal color argento al grigio, tingibile | dal grigio al grigio scuro |
| Costi | basso | da medio ad alto |
Di che colore è l'Harteloxal?
I componenti in alluminio sottoposti a anodizzazione dura presentano un colore naturale che va dal grigio al grigio scuro. La tonalità dipende dalla lega: le leghe della serie 6xxx producono tonalità di grigio più chiare, mentre quelle contenenti rame o silicio danno origine a strati più scuri e irregolari.
Il colore nero si ottiene mediante colorazione con coloranti organici prima della sigillatura. Viene utilizzato nei sistemi ottici, negli alloggiamenti delle telecamere e nei quadri di comando.
È possibile rimuovere l'Harteloxal?
L'Harteloxal può essere rimosso mediante lisciviazione chimica in soluzione di idrossido di sodio (NaOH). Poiché lo strato è penetrato nel materiale di base per circa il 50 %, dopo la rimozione si ottiene una dimensione inferiore rispetto a quella del pezzo grezzo.
Non è consigliabile applicare un nuovo rivestimento sullo strato residuo. Per correzioni localizzate sulle superfici di accoppiamento, lo strato può essere levigato meccanicamente o levigato a mano.
Anodizzazione dura o cromatura dura?
La cromatura dura raggiunge valori di durezza più elevati (da 850 a 1000 HV) rispetto all’anodizzazione dura ed è applicabile a un maggior numero di materiali di base. L’anodizzazione dura è conforme al regolamento REACH, è più leggera e rappresenta la scelta tecnicamente e normativamente più sostenibile per i componenti in alluminio. La cromatura dura si avvale di sostanze chimiche a base di cromo VI ed è soggetta agli obblighi previsti dal regolamento REACH per le sostanze SVHC.
Caratteristica |
Harteloxal |
Cromatura dura |
| Materiale di base | Alluminio: | Acciaio, ghisa, rame |
| Durezza stratificata | da 400 a 600+ HV | da 850 a 1000 HV |
| Struttura a strati | integrale (realizzato nel materiale di base) | Strato esterno (applicazione del materiale) |
| REACH | innocuo | Cromo VI, sostanza soggetta alla normativa SVHC |
| Applicazione tipica | Pistoni in alluminio, alloggiamenti idraulici, ingranaggi, viti senza fine, alloggiamenti e guide | Alberi in acciaio, aste idrauliche |
Quali leghe di alluminio possono essere sottoposte ad anodizzazione dura?
La serie 6xxx (6061, 6082) è la scelta ideale per l'anodizzazione dura. I pezzi pressofusi in leghe AlSi non sono adatti, poiché l'elevato contenuto di silicio ostacola la formazione dello strato.
Serie di leghe |
Idoneità |
Nota |
| 1xxx (1050, 1070) | Buono | Un’elevata purezza produce uno strato morbido; la resistenza del materiale di base è bassa |
| 2xxx (2024, 2017) | Limitato | Un elevato contenuto di rame riduce la qualità del rivestimento e limita lo spessore raggiungibile |
| 5xxx (5083, 5052) | Buono | Lega di magnesio con buona qualità dello strato e resistenza alla corrosione |
| 6xxx (6061, 6082) | Ottimo | La scelta ideale per l'Harteloxal; combinazione ottimale tra qualità del rivestimento e proprietà del materiale di base |
| 7xxx (7075, 7050) | Con riserva | Lega di zinco; è possibile la formazione di uno strato, ma è necessario concordare il processo con l'azienda che esegue la verniciatura |
| Pressofusione di AlSi | Non adatto | L'elevato contenuto di silicio impedisce la formazione di uno strato uniforme |
Per informazioni dettagliate sulle diverse leghe e sulle loro proprietà, leggete il nostro articolo su Alluminio e leghe di alluminio.
Come si indica correttamente l'Harteloxal nel disegno tecnico?
Una specifica completa per l'anodizzazione dura comprende il processo, il riferimento alla norma, lo spessore del rivestimento, i requisiti di sigillatura e le aree protette o libere. Le superfici di accoppiamento e i fori devono essere realizzati con una dimensione inferiore a quella nominale. Con uno spessore del rivestimento di 50 µm, l’aumento delle dimensioni esterne è di circa 25 µm per lato.
Parametri |
Esempio riportato nel disegno |
| Procedura e norma | Anodizzazione dura secondo la norma DIN EN ISO 10074 |
| Spessore dello strato | 50 µm +10/-0 |
| Tenuta e proprietà di scorrimento | Senza compattazione né soluzione in PTFE come sigillante, per garantire migliori proprietà di scorrimento |
| Colore | colorato di nero (se richiesto) |
| Aree all’aperto | Coprire la filettatura M8; accoppiamento H7 con sotto misura di −25 µm |
| Materiale di base | EN AW-6082-T6 |
Quali sono le norme applicabili all'Harteloxal?
- DIN EN ISO 10074: norma europea relativa all'anodizzazione dura dell'alluminio; stabilisce gli spessori dello strato, le prove di durezza e le condizioni di collaudo.
- MIL-A-8625F Tipo III: standard militare statunitense per il rivestimento anodico duro (Hard Anodic Coating); Tipo III senza sigillatura, Tipo III A con sigillatura.
- DIN EN ISO 2360: Misurazione dello spessore dei rivestimenti (metodo a correnti parassite).
- DIN EN ISO 4516: Prova di durezza Vickers per rivestimenti inorganici.
- AMS 2468: Procedimento di anodizzazione dura per leghe di alluminio nel settore aerospaziale (SAE Aerospace).
- NADCAP: accreditamento dei processi speciali; requisito obbligatorio nel settore aerospaziale.
A cosa devono prestare attenzione gli acquirenti quando si tratta di anodizzazione dura?
- Certificazione secondo la norma DIN EN ISO 9001; specifiche di settore AS9100 / NADCAP (aerospaziale), IATF 16949 (automotive)
- Controllo documentato della vasca: registro della temperatura (0–5 °C), concentrazione di acido, densità di corrente per ogni lotto
- Strumenti di controllo per la misurazione dello spessore dei rivestimenti secondo la norma DIN EN ISO 2360 e per la prova di durezza secondo la norma DIN EN ISO 4516
- Certificato di idoneità per la lega richiesta; le serie 7xxx e 2xxx richiedono un adeguamento del processo
- Indicazioni chiare relative alle aree protette e alle aree libere
- Gestione documentata delle tolleranze; la variazione delle dimensioni dovuta alla crescita interlaminare deve essere presa in considerazione a livello di processo
- Definire chiaramente i requisiti relativi alla sigillatura e alla colorazione nelle specifiche d'ordine
- Chiarire in anticipo le dimensioni dei componenti, la quantità del lotto e i tempi di consegna
Richiedere un trattamento di anodizzazione dura: Harteloxal su FACTUREE
Attraverso la sua rete di oltre 2.000 partner di produzione qualificati, FACTUREE offre accesso a impianti certificati per l’anodizzazione dura in Germania, in Europa e in tutto il mondo. Abbiamo individuato l’impianto più adatto per l’anodizzazione dura in base alla lega, alla certificazione e alla capacità.
Anodizzazione dura secondo la norma DIN EN ISO 10074 (norma europea per l'anodizzazione dura dell'alluminio), MIL-A-8625F Tipo III (norma militare statunitense per i rivestimenti anodizzati duri) e AMS 2468 (processo di anodizzazione dura per il settore aerospaziale), nonché processi conformi alle norme AS9100 e NADCAP, sono disponibili su richiesta diretta.
Attraverso la sua rete di oltre 2.000 partner di produzione qualificati, FACTUREE offre accesso a impianti certificati per l’anodizzazione dura in Germania, in Europa e in tutto il mondo. Abbiamo individuato l’impianto più adatto per l’anodizzazione dura in base alla lega, alla certificazione e alla capacità.
Anodizzazione dura secondo la norma DIN EN ISO 10074 (norma europea per l'anodizzazione dura dell'alluminio), MIL-A-8625F Tipo III (norma militare statunitense per i rivestimenti anodizzati duri) e AMS 2468 (processo di anodizzazione dura per il settore aerospaziale), nonché processi conformi alle norme AS9100 e NADCAP, sono disponibili su richiesta diretta.
Nota editoriale: La presente guida è stata redatta in collaborazione con gli esperti di tecnologia di produzione di FACTUREE, che vantano un’esperienza pluriennale nel coordinamento di processi di rivestimento certificati. I nostri contenuti vengono controllati in base a standard di qualità interni e verificati regolarmente alla luce delle norme DIN vigenti.


