Tratamiento térmico de metales: Procesos, materiales y normas
El tratamiento térmico determina las propiedades mecánicas de un componente metálico: Dureza, tenacidad, resistencia al desgaste y resistencia a la fatiga. Ya sea una rueda dentada, un cigüeñal, una estructura aeroespacial o un elemento de conexión, ninguna pieza metálica crítica para la seguridad puede funcionar sin un tratamiento térmico correctamente especificado.
Los ingenieros de diseño y los compradores técnicos que entienden las diferencias entre temple, revenido, recocido, cementación en caja y nitruración pueden evitar errores costosos. Ya sea en el diseño, en el dibujo o en la adquisición. Este resumen explica todos los procesos habituales de tratamiento térmico de metales, materiales y normas.
¿Qué es el tratamiento térmico?
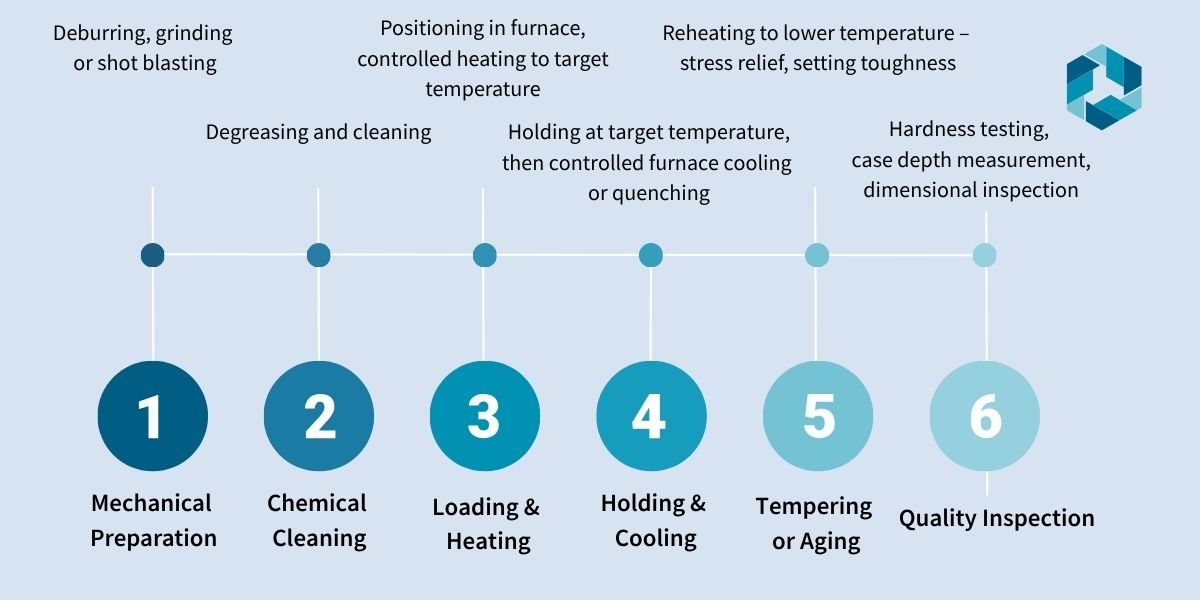
Por tratamiento térmico se entienden todos los procesos térmicos para la Mejora de las propiedades mecánicas de materiales metálicos. Principio: Calentamiento a ciertas temperaturas - con frecuencia en Temperaturas más altas por encima de la temperatura de transformación-, mantenimiento y enfriamiento controlado. No se aplica material extraño, no se elimina material.
Los tratamientos térmicos se utilizan para diversos materiales. Estos van desde los metales hasta los plásticos, la madera y los materiales compuestos. Sin embargo, aquí sólo se considera el tratamiento térmico de los metales.
Los tres parámetros decisivos son la temperatura, el tiempo de mantenimiento y la velocidad de enfriamiento. Enfriamiento rápido (enfriamiento) se genera Gran dureza y resistencia debido a la formación de martensita. Refrigeración más lenta en el horno produce una estructura blanda y resistente. El templado en bajas temperaturas construye tensiones internas y proporciona la proporción deseada de Dureza y tenacidad en.
Hay que distinguirlos de los revestimientos superficiales como la galvanoplastia, el anodizado o el PVD: éstos sólo modifican la capa más externa mediante la aplicación de material. El tratamiento térmico modifica la microestructura en el propio material o en una zona definida de los bordes (cementación, nitruración).
Tratamiento térmico: visión general
- Definición: El tratamiento térmico es la modificación dirigida de la microestructura de los materiales metálicos mediante calentamiento, mantenimiento y enfriamiento controlado. No incluye la aplicación del material ni el mecanizado.
- Objetivo: Ajuste selectivo de la dureza, la resistencia, la tenacidad, la resistencia al desgaste o las tensiones residuales.
- Materiales adecuados: Acero, hierro fundido, aleaciones de aluminio y titanio, aceros inoxidables endurecidos por precipitación.
- Procesos más importantes: Temple, revenido, temple y revenido, recocido (varios tipos), cementación, nitruración, temple por inducción, recocido por disolución y envejecimiento.
- Las normas centrales son: DIN EN 10052 para los términos y DIN EN 10083 para los aceros templados y revenidos. DIN EN ISO 683 se aplica a los aceros cementados. AMS 2759 y AMS 2770 para aplicaciones aeroespaciales.
¿Para qué sirve el tratamiento térmico de los metales?
El tratamiento térmico se utiliza para ajustar específicamente una o varias de las siguientes propiedades:
- Aumentar la dureza y la resistencia al desgaste: por ejemplo, para herramientas de corte, ruedas dentadas, anillos de rodamientos de rodillos y árboles de levas.
- Ajuste definido de la resistencia y el límite elástico: por ejemplo, para tornillos de las clases de resistencia 8.8 a 12.9, bielas y cigüeñales.
- Mejorar la tenacidad y la ductilidad, por ejemplo, templando después del temple o templando componentes sometidos a esfuerzos dinámicos.
- Reducir las tensiones residuales, por ejemplo, después de soldar, forjar, fundir o conformar en frío (recocido de alivio de tensiones).
- Mejorar la maquinabilidad: por ejemplo, mediante recocido blando antes de mecanizar aceros de alta aleación.
- Homogeneizar la estructura del grano, por ejemplo, normalizando después de la forja o la fundición.
- Preparación para tratamientos posteriores: por ejemplo, recocido en solución antes de envejecer aleaciones de aluminio o titanio.
- Endurecimiento superficial para núcleos duros: por ejemplo, cementación en caja o nitruración para engranajes y ejes.
¿Qué tipos de tratamiento térmico existen?
La norma DIN EN 10052 diferencia los procesos de tratamiento térmico en función de la microestructura deseada y del proceso térmico. En la práctica industrial se utilizan los siguientes procesos principales:
| Procedimiento | Breve descripción | Objetivo | Materiales típicos |
| Endurecimiento | Austenización + temple | Dureza máxima (martensita) | Acero a partir de 0,3 % C, acero para herramientas |
| Templado | Recalentamiento tras el endurecimiento (100-700 °C) | Aumento de la tenacidad, reducción de la fragilidad | Todos los aceros templados |
| Enfriamiento y Templado | Temple + revenido alto (500-700 °C) | Óptima relación resistencia/resistencia | Aceros tratables térmicamente (42CrMo4 y otros) |
| Recocido normal | Calefacción por AC3, refrigeración lenta por aire | Estructura fina y uniforme | Acero tras forja / fundición |
| Recocido blando | 650-750 °C, enfriamiento muy lento | Máxima maquinabilidad | Acero de alta aleación, acero para herramientas |
| Recocido de distensión | 450-650 °C, enfriamiento en horno | Reducción de la tensión residual sin cambios estructurales | Acero, hierro fundido, acero inoxidable |
| Recocido de recristalización | aprox. 0,4 × temperatura de fusión | Anulación del endurecimiento del trabajo | Metales conformados en frío |
| Recocido en solución | según la aleación (por ejemplo, 480-560 °C para el Al) | Disolver precipitados, base para el curado | Aluminio, titanio, acero austenítico |
| Envejecimiento (curado) | Temperaturas bajas a medias tras el recocido de disolución (Al: 120-200 °C; aceros endurecidos por precipitación como el 17-4PH: 480-620 °C). | Endurecimiento por precipitación | Aleaciones de aluminio (T6 y otras), 17-4PH |
| Cementación | Carburación + endurecimiento de la capa superficial | Capa superficial dura, núcleo resistente | Aceros de cementación (16MnCr5 y otros) |
| Nitruración / nitrocarburación | Inyección de nitrógeno a 500-530 °C | Capa de borde duro, sin temple | Aceros nitrurados, aceros tratables térmicamente |
| Endurecimiento por inducción | Calentamiento local por inducción + enfriamiento | Endurecimiento selectivo de la capa superficial | Acero, especialmente en los asientos de los cojinetes / engranajes |
Ventajas e inconvenientes de los tratamientos térmicos
El tratamiento térmico tiene numerosas ventajas e inconvenientes, según la aplicación. He aquí una comparación.
| Ventajas | Desventajas |
| Aumento significativo de la dureza sin aplicación de material | Alabeo y cambios dimensionales: a menudo es necesario repasar. |
| Sin materias extrañas: Propiedades en el material base | No todas las aleaciones pueden someterse a tratamiento térmico |
| Amplia gama de procesos para diferentes perfiles de requisitos | Los parámetros del proceso deben respetarse con exactitud: riesgo de rechazos |
| Posibilidad de endurecimiento superficial - la cementación en caja y la nitruración consiguen una superficie dura con un núcleo resistente | Mayor esfuerzo para geometrías complejas y tolerancias estrechas |
| Puede integrarse fácilmente en procesos en serie (hornos continuos y discontinuos) | Sistemas de gas inerte o vacío necesarios para materiales sensibles a la oxidación |
| Parcialmente reversible: los aceros endurecidos pueden volver a su estado mecanizable mediante recocido blando. | Con tratamiento galvánico posterior: riesgo de fragilización por hidrógeno en aceros de alta resistencia (> 1000 MPa) - prescribir recocido de desabrasión. |
| Tiempos de ciclo cortos para procesos sencillos (recocido, templado) | El titanio y las aleaciones especiales requieren sistemas especializados y certificados |
Tratamiento térmico de metales: Todos los materiales de un vistazo
No todos los materiales metálicos son adecuados para todos los procesos de tratamiento térmico. El siguiente resumen muestra qué es posible y qué deben tener en cuenta los diseñadores y compradores:
1. tratamiento térmico del acero (sin aleación y con baja aleación) - ✅ Muy adecuado
La aplicación clásica. Casi todos los procesos están disponibles y probados industrialmente. La aptitud para los procesos de temple depende del contenido de carbono: a partir de 0,3 % C útil, a partir de 0,6 % C templabilidad total. Para los compradores, el acero con un número de material y una condición de tratamiento térmico es el caso más sencillo.
2. tratamiento térmico de la fundición - ✅ Muy adecuado
El hierro fundido se comporta químicamente de forma similar al acero y puede someterse a procesos de distensión, normalización y, en casos especiales, endurecimiento por inducción o por llama. La estructura más rugosa de la fundición requiere un pretratamiento cuidadoso y un calentamiento lento. Los residuos de agentes desmoldeantes del proceso de fundición deben eliminarse antes del tratamiento térmico.
3. tratamiento térmico del aluminio - ✅ Muy adecuado (endurecimiento)
Las aleaciones de aluminio endurecibles (6061, 7075, 2024, etc.) pueden aumentar significativamente su resistencia mediante recocido por disolución y envejecimiento. Las aleaciones no endurecibles (5052, 3003) sólo pueden tratarse mediante recocido de recristalización. Las piezas fundidas a presión suelen reaccionar de forma problemática al tratamiento T6 (formación de ampollas). Nota: El tratamiento térmico y el anodizado / anodizado deben planificarse en la secuencia correcta.
4. tratamiento térmico del acero inoxidable (por ejemplo, 17-4PH, 17-7PH) - ⚠️ Mixto
Los aceros inoxidables martensíticos y de endurecimiento por precipitación, como el 1.4542 (17-4PH) o el 1.4568 (17-7PH), pueden ajustarse específicamente. La resistencia y la tenacidad pueden personalizarse mediante recocido por disolución y envejecimiento. La condición objetivo (H900 a H1150 en 17-4PH) debe especificarse en el dibujo de acuerdo con AMS 5643.
Los aceros inoxidables austeníticos no tienen estructura de transformación y no pueden verse influidos por el temple y el revenido. Son posibles los siguientes: Recocido de disolución (para disolver los carburos de cromo después de la soldadura, para evitar la sensibilización) y recocido de distensión. No es posible aumentar la dureza. Alternativas: PVD, nitrocarburación, conformación en frío.
5. tratamiento térmico del titanio - ⚠️ Condicionalmente adecuado, gas de protección obligatorio
La resistencia del Ti-6Al-4V y otras aleaciones alfa-beta puede ajustarse mediante recocido en solución y envejecimiento (STA). Crítico: El titanio reacciona inmediatamente con el oxígeno y el nitrógeno a temperaturas elevadas.
Se forma una capa quebradiza de contaminación alfa („caja alfa“), que no es visible pero es crítica para la seguridad. La atmósfera de gas inerte o el vacío son obligatorios. Adquirir únicamente a empresas certificadas por NADCAP. Norma de referencia: AMS 4928, DIN EN 2002.
6. tratamiento térmico del cobre y sus aleaciones - ⚠️ Restringido
El cobre y el latón se liberan de tensiones mediante recocido de recristalización y se liberan del endurecimiento por deformación. No es posible aumentar la resistencia mediante endurecimiento - excepción: el cobre berilio (CuBe2) puede endurecerse por precipitación y alcanza resistencias superiores a 1300 MPa. Los procesos de endurecimiento clásicos para el acero no pueden utilizarse para los materiales de cobre.
7. tratamiento térmico del zinc fundido a presión - ❌ No apto.
La fundición a presión de zinc no contiene hierro: no es posible la formación de martensita ni de capas de difusión. Alternativas de endurecimiento o protección: procesos galvánicos, cromado, recubrimiento en polvo.
8. tratamiento térmico de plásticos - ❌ No comparable
Los tratamientos térmicos de los plásticos (revenido, envejecimiento para la reducción de monómeros residuales) no son físicamente comparables a los tratamientos térmicos metálicos. No se produce ninguna transformación estructural. Los procesos son específicos de cada material y no están regulados por normas metalúrgicas.
Normas y especificaciones pertinentes para el tratamiento térmico
Las siguientes normas se aplican a las ofertas y los dibujos para el tratamiento térmico:
- DIN EN 10052 - Términos utilizados en el tratamiento térmico de materiales ferrosos (norma terminológica central - define todos los términos del proceso de forma vinculante)
- DIN EN ISO 683-1/-2/-3 - Aceros templados y revenidos y aceros de cementación: composición química, propiedades mecánicas y condiciones técnicas de suministro
- DIN EN 10083-1/-2/-3 - Aceros templados y revenidos: composición química, propiedades mecánicas y condiciones técnicas de suministro
- DIN EN ISO 2639 - Determinación y ensayo de la profundidad de cementación CHD
- DIN EN ISO 18203 - Determinación de la profundidad de la capa de nitruración y de la profundidad de la dureza de nitruración NHD
- DIN EN 515 - Aleaciones de aluminio: Etiquetado de los estados de tratamiento térmico (T4, T6, T73, etc.)
- AMS 2750 - Pirometría: Calibración de temperatura y clases de hornos para plantas de tratamiento térmico (aeroespacial, requisito obligatorio además de NADCAP)
- AMS 2759 (serie) - Tratamiento térmico del acero en la industria aeroespacial (EE.UU., SAE)
- AMS 2770 - Tratamiento térmico de aleaciones de aluminio (aeroespacial)
- AMS 4928 - Aleación de titanio Ti-6Al-4V, tratada térmicamente
- AMS 5643 - 17-4PH Acero inoxidable, estados H900-H1150
- NADCAP - Acreditación de procesos especiales, incluido el tratamiento térmico (obligatorio en la industria aeroespacial)
- Estándares de fábrica OEM - Por ejemplo, las normas GS de BMW o las normas TL de VW: contractualmente vinculantes para los proveedores de la industria del automóvil.
Lista de comprobación para compradores: Requisitos para los barnizadores por contrato
- Certificación según DIN EN ISO 9001 - o específica del sector: IATF 16949 (automoción), AS9100 / NADCAP (aeroespacial)
- Cualificación documentada del horno y control de la temperatura - en la industria aeroespacial según AMS 2750, generalmente según los requisitos del cliente o NADCAP.
- Parámetros de proceso trazables: Protocolo de lotes, registro de temperaturas, curva de enfriamiento
- Equipos de ensayo propios para medir la dureza (HRC, HV, HB) y comprobar la profundidad del revestimiento (micrografía, perfil de profundidad de dureza Vickers).
- Demostración de la experiencia en el proceso mediante piezas de referencia o documentación del proceso para el proceso específicamente requerido.
- Sistemas de protección por gas o vacío para materiales sensibles a la oxidación (titanio, aleaciones especiales, aceros de alta aleación).
- Tratamiento documentado de la distorsión: proceso de enderezado, comprobación dimensional tras el tratamiento térmico, ¿es posible el rectificado?
- Referencias de la industria de destino o de geometrías de componentes comparables
- Información clara sobre capacidad, dimensiones máximas de los componentes, plazo de entrega y cantidades mínimas
Ejemplos de tratamiento térmico en la industria

| Industria | Componentes típicos | Objetivo principal del tratamiento térmico |
| Automoción | Cigüeñales, bielas, árboles de transmisión, árboles de levas, ruedas dentadas, ejes de engranaje, muelles, tornillos | Resistencia al desgaste, resistencia a la fatiga, clases de resistencia definidas |
| Construcción de maquinaria | Ejes, árboles, ruedas dentadas, husillos, pistones hidráulicos, guías | Solidez, resistencia al desgaste, estabilidad dimensional |
| Fabricación de herramientas | Herramientas de corte, herramientas de punzonado, moldes de prensado, herramientas de conformado | Dureza máxima, dureza en caliente, vida útil de la herramienta |
| Aeroespacial | Componentes estructurales de acero, chasis, componentes de Ti (Ti-6Al-4V), componentes estructurales de aluminio | Alta resistencia con un peso mínimo |
| Tecnología de defensa | Cañones, portacerraduras, acero blindado, componentes del sistema | Dureza continua, tenacidad, protección balística |
| Tecnología energética | Ejes de turbina, recipientes a presión, tuberías, fijaciones | Resistencia a la fluencia, resistencia a la compresión, alivio de la tensión residual tras la soldadura |
| Vehículos ferroviarios | Ejes, ruedas, discos de freno, acoplamientos, bastidores de bogies | Resistencia a la fatiga, resistencia al desgaste, homogeneidad estructural |
| Conectores y electrónica | Piezas de contacto, elementos de conexión | Reducción de la tensión residual, estabilidad dimensional |
| Impresión 3D (metal) | Componentes SLM/DMLS (Ti, Inconel, maraging) | Reducción de la tensión residual, densidad, homogeneización estructural |
Tratamiento térmico en FACTUREE
Como plataforma digital de adquisición de piezas de embutición, FACTUREE ofrece acceso a una red cualificada de recubridores por contrato especializados. Los socios llevan a cabo tratamientos térmicos que van desde el simple recocido de alivio de tensión hasta el tratamiento térmico con certificación NADCAP para la industria aeroespacial.
¿Busca una empresa de tratamiento térmico cerca de usted? FACTUREE encuentra la empresa adecuada a nivel regional o nacional, en función de su capacidad, especialización y certificación. Tratamiento térmico en Berlín, Múnich, Stuttgart u otros lugares: acceso directo sin una larga búsqueda de proveedores.
Además de los procesos estándar, ofrecemos tratamiento térmico conforme a DIN EN 10083, AMS 2759, AMS 2770, MIL-Specs, así como procesos conformes a AS9100 y NADCAP. Póngase en contacto con nosotros: la viabilidad y la disponibilidad se aclararán de forma rápida y directa.
Sus ventajas con la contratación a través de FACTUREE: Red cualificada de empresas galvánicas certificadas (DIN EN ISO 9001, NADCAP, etc.) Presupuestos rápidos de recubrimientos estándar y personalizados | Requisitos específicos transparentes directamente en la consulta Apoyo en la selección de normas (DIN EN ISO 4042, DIN 50961, etc.) Flexibilidad con las cantidades: Desde prototipos hasta grandes series