Indice dei contenuti
La piegatura della lamiera è uno dei processi più importanti nella moderna lavorazione della lamiera, sia per semplici alloggiamenti che per complessi pezzi di precisione. Come processo di formatura, consente di produrre in modo economico componenti stabili e funzionali senza perdite di materiale. Tuttavia, per garantire l'accuratezza dimensionale, l'affidabilità del processo e la ripetibilità, nella piegatura della lamiera è necessario tenere conto di numerosi fattori tecnici: dalla scelta del raggio di curvatura al ritorno elastico e alla progettazione orientata alla produzione. Questo articolo fornisce una panoramica pratica delle basi, dei processi, delle tolleranze e delle tipiche fonti di errore, in modo che il vostro prossimo pezzo in lamiera sia perfetto al primo tentativo.
Come funziona la piegatura della lamiera?
La piegatura della lamiera è un processo di formatura fondamentale nella lavorazione dei metalli. Spesso viene chiamata anche piegatura. Lo scopo è quello di deformare plasticamente una lamiera piatta applicando una forza meccanica.
L'obiettivo è creare l'angolo o la piega desiderati. In questo processo, la lamiera viene modellata nella forma desiderata.
In contrasto con processi di lavorazione (come la fresatura o la foratura), durante la piegatura non viene rimosso alcun materiale. Al contrario, la struttura fibrosa del metallo viene riorganizzata nel punto di piegatura. Il lato esterno (zona di piegatura esterna) viene allungato, mentre il lato interno (zona di piegatura interna) viene compresso.
Come funziona il processo di piegatura?
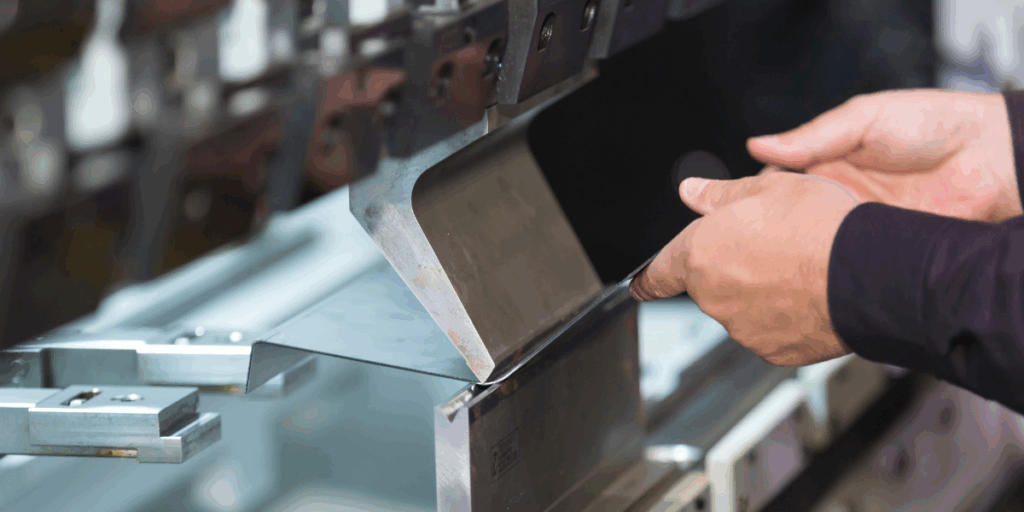
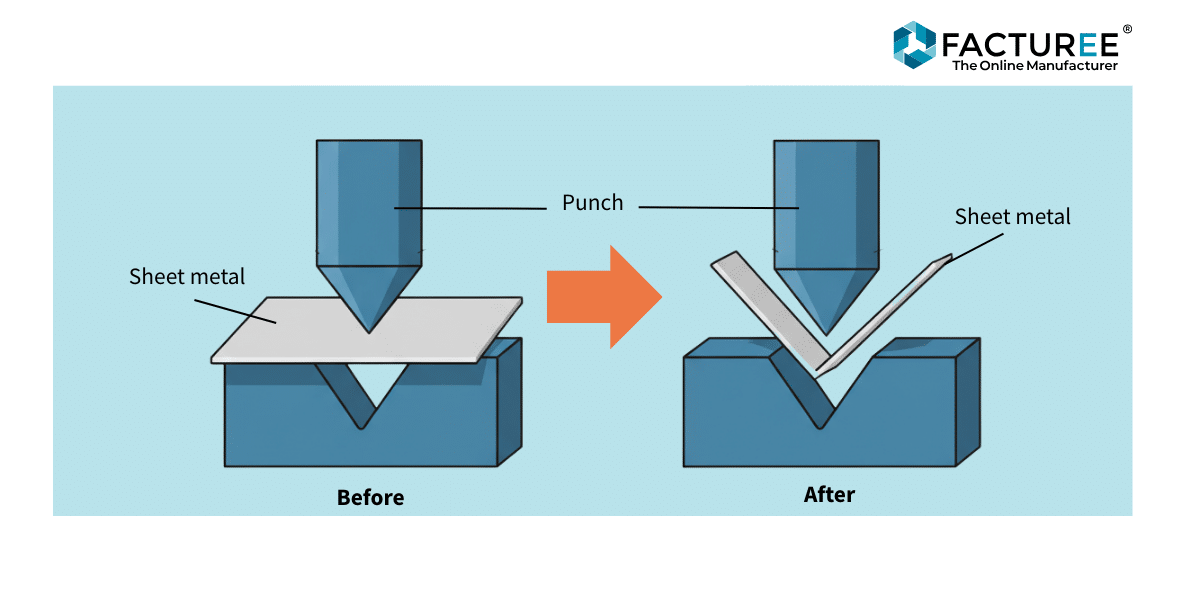
Il processo di piegatura più comune è la piegatura a stampo su una pressa piegatrice. Il processo è relativamente semplice, ma preciso e potente:
- Inserire: La lastra di metallo viene posizionata su un'apertura a forma di V che Stampo (chiamato anche "swage").
- Curvatura: Il Timbrol si muove dall'alto verso il basso e preme il foglio nello stampo ad alta pressione.
- Rimodellamento: La lamiera è costretta ad assumere la forma tra il punzone e la matrice, creando l'angolo desiderato.
L'angolo risultante varia a seconda della profondità di inserimento del punzone nella matrice.
Cosa bisogna considerare quando si piega la lamiera?
Per ottenere geometrie precise e complesse, è necessario comprendere e controllare tre fenomeni fisici. In particolare, se Piegatura di lamiere.
Il raggio di curvatura minimo: evitare le fessure
Non è possibile bordare una lastra in modo così netto come si desidera. Ogni materiale ha un Raggio di curvatura minimo.
- Definizione: Questo è il raggio interno più piccolo con cui una lastra può essere piegata senza che appaiano sottili crepe all'esterno della curva o che il materiale si rompa.
- Da cosa dipende? Il raggio di curvatura minimo dipende principalmente da due fattori:
- Materiale: I materiali duri e fragili (ad es. acciaio ad alta resistenza, alcune leghe di alluminio) richiedono un raggio maggiore rispetto ai materiali morbidi (ad es. rame, acciaio strutturale).
- Spessore della lastra: Quanto più spessa è la lamiera, tanto più grande deve essere il raggio di curvatura minimo.
Il ritorno elastico: Raggiungere l'angolo esatto
Il metallo è elastico. Dopo aver rimosso la forza di flessione, il materiale „ricorda“ la sua forma originaria e torna un po' indietro. Questo comportamento è chiamato Ritorno a molla (o „Springback“).
- Problema: Se avete bisogno di un angolo esatto di 90°, ma il materiale si ritrae di 2°, otterrete solo un angolo di 92°.
- Soluzione: Per ottenere l'angolo Zi (ad esempio 90°), la lamiera deve essere „sovracurvata“ (nell'esempio, a 88°). Le moderne presse piegatrici CNC calcolano automaticamente questo angolo di sovracurvatura per compensare con precisione il ritorno elastico.
Il valore di compensazione (accorciamento della flessione)
Poiché il materiale viene stirato all'esterno e compresso all'interno, la „lunghezza stirata“ della lastra prima della piegatura (il taglio) non è semplicemente la somma delle lunghezze delle gambe.
- Definizione: Il valore di compensazione (anche accorciamento della curva o valore di correzione) è il valore che viene sottratto dalla somma delle dimensioni esterne (o aggiunto alla somma delle dimensioni interne) per ottenere la lunghezza di taglio esatta (svolgimento).
- Calcolo: Questo valore viene solitamente calcolato utilizzando il cosiddetto Fattore k che descrive la posizione della „fibra neutra“ (la zona che non viene né stirata né compressa).
I processi di piegatura più importanti in sintesi
Sebbene la piegatura a stampo sia il metodo più comunemente utilizzato, esistono diversi processi e macchine a seconda dei requisiti.
| Procedura | Macchina | Descrizione del processo | Vantaggio |
| Piegatura degli stampi | Pressa piegatrice | La punzonatrice pressa la lamiera in uno stampo a V. Si distingue tra Curvatura libera (flessibile, a bassa forza) e Goffratura-piegatura (forza elevata, molto precisa). | Molto veloce, preciso, economico per la produzione in serie. |
| Curvatura girevole | Curvatrice girevole | La lamiera viene bloccata, una „trave di piegatura“ si sposta verso l'alto e piega la gamba libera. | Molto delicato sulle superfici (senza sfregamento contro la matrice), ideale per pezzi grandi e ingombranti. |
| Piegatura a strappo | Pressa piegatrice (utensile speciale) | Il foglio viene tenuto in posizione e la punzonatrice lo „strofina“ lungo il foglio per piegarlo intorno al bordo della fustella. | Ottimo per bordi molto affilati (piccoli raggi). |
Tolleranze per i pezzi piegati: Cosa è possibile ottenere?
Le tolleranze per i pezzi piegati definiscono la deviazione ammissibile del componente rispetto all'esatta dimensione nominale. Poiché la piegatura è un Processo di formatura le tolleranze ottenibili sono naturalmente maggiori rispetto ai processi di lavorazione (come la fresatura). Le due sfide più importanti per la precisione sono le variabili Ritorno a molla (ritorno elastico) del materiale e della luce Fluttuazioni dello spessore della lastra.
Importanti tipi di tolleranza e valori standard
- Tolleranze angolari: È il parametro più importante. Indica di quanto può discostarsi l'angolo finito (ad esempio, 90°).
- Tolleranze di lunghezza (dimensioni delle gambe): Si riferisce alla lunghezza di una gamba piegata o alla distanza tra due curve. Attenzione: Queste tolleranze di lunghezza possono aumentare nel caso di pezzi con più curve.
Standard e fattori di influenza
- Standard di riferimento: La norma corretta per le tolleranze di piegatura è la DIN EN ISO 2768-2 (scossaline formate a freddo), che definisce diverse classi di tolleranza (ad esempio „normale“ e „fine“).
- I fattori di influenza più importanti:
- Macchina: Le moderne presse piegatrici a controllo numerico con sistemi di misurazione degli angoli integrati (laser o sonda) consentono di ottenere le tolleranze più strette.
- Materiale: Un lotto di materiale coerente (spessore, resistenza) è fondamentale per un ritorno elastico costante.
- Strumento: Le condizioni e la precisione del punzone e della matrice sono fondamentali.
Quali sono i settori di applicazione della lamiera piegata?
Le parti in lamiera piegata sono molto diffuse grazie alla loro stabilità ed economicità.
- Costruzione di alloggi: Armadi elettrici, alloggiamenti per computer, rivestimenti per macchine.
- Costruzione del veicolo: Parti di carrozzeria, telai, staffe.
- Elettrodomestici: Alloggiamento per lavatrici, frigoriferi e forni.
- Architettura: Elementi di facciata, profili del tetto, davanzali delle finestre.
- industria del mobile: Ripiani in metallo, cornici di tavoli, elementi di design.