Sheet metal bending is one of the most important processes in modern sheet metal processing - whether for simple housings or complex precision parts. As a forming process, it enables the economical production of stable, functional components without material loss. However, in order to ensure dimensional accuracy, process reliability and repeatability, numerous technical factors need to be taken into account when bending sheet metal: from the choice of bending radius and springback to the design suitable for production. This article provides a practical overview of the basics, processes, tolerances and typical sources of error - so that your next sheet metal part fits right first time.
How does sheet metal bending work?
Sheet metal bending is a central forming process in metal processing. It is often also referred to as bending. The aim is to plastically deform a flat sheet by applying mechanical force.
The aim is to create a desired angle or bend. In this process, the sheet metal is formed into the desired shape.
In contrast to machining processes (such as milling or drilling), no material is removed during bending. Instead, the fiber structure of the metal is rearranged at the bending point. The outer side (outer bending zone) is stretched, while the inner side (inner bending zone) is compressed.
How does the bending process work?
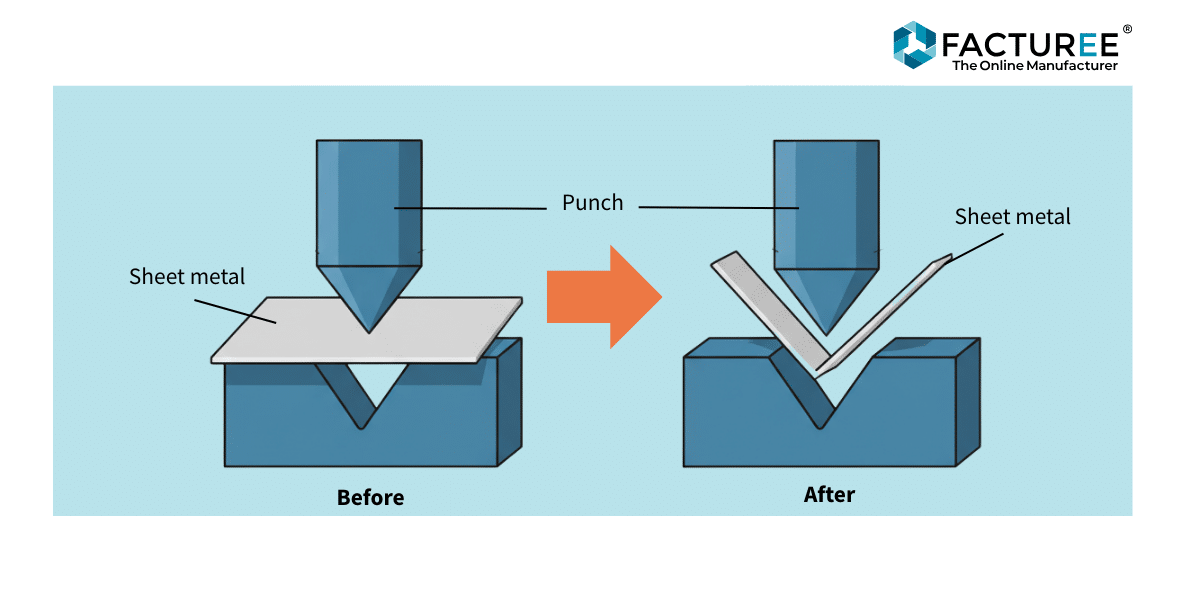
The most common bending process is die bending on a press brake. The process is relatively simple, but precise and powerful:
- Insert: The metal sheet is placed on a V-shaped opening that Die (also known as a swage).
- Bending: The Stampl moves from top to bottom and presses the sheet into the die at high pressure.
- Reshaping: The sheet is forced to take on the shape between the punch and die, creating the desired angle.
The resulting angle changes depending on the depth to which the punch is inserted into the die.
What do you need to consider when bending sheet metal?
In order to obtain precise and complex geometries, three physical phenomena must be understood and controlled. In particular, if you Sheet metal bending.
The minimum bending radius: avoid cracks
It is not possible to edge a metal sheet to any sharpness. Every material has a Minimum bending radius.
- Definition: This is the smallest inner radius with which a sheet can be bent without fine cracks appearing on the outside of the bend or the material breaking.
- What does it depend on? The minimum bending radius is primarily dependent on two things:
- Material: Brittle, hard materials (e.g. high-strength steel, some aluminum alloys) require a larger radius than soft materials (e.g. copper, mild steel).
- Sheet thickness: The thicker the sheet, the larger the minimum bending radius must be.
The springback: Hitting the exact angle
Metal is elastic. After the bending force is removed, the material „remembers“ its original shape and springs back a little. This behavior is called Springback (or „Springback“).
- Problem: If you need an exact 90° angle, but the material springs back by 2°, you will only get a 92° angle.
- Solution: In order to achieve the Zi angle (e.g. 90°), the sheet metal must be „overbent“ (in the example, to 88°). Modern CNC press brakes calculate this overbending angle automatically in order to precisely compensate for springback.
The compensation value (bending shortening)
As the material is stretched on the outside and compressed on the inside, the „stretched length“ of the sheet before bending (the cut) is not simply the sum of the leg lengths.
- Definition: The compensation value (also bend shortening or correction value) is the value that is subtracted from the sum of the external dimensions (or added to the sum of the internal dimensions) to obtain the exact cut length (unwinding).
- Calculation: This value is usually calculated using the so-called k-factor which describes the position of the „neutral fiber“ (the zone that is neither stretched nor compressed).
Important bending processes at a glance
Although die bending is the most commonly used method, there are different processes and machines depending on the requirements.
| Procedure | Machine | Process description | Advantage |
| Die bending | Press brake | Punch presses sheet metal into a V-die. A distinction is made between Free bending (flexible, low force) and Embossing-bending (high force, very precise). | Very fast, precise, economical for series production. |
| Swivel bending | Swivel bending machine | Sheet metal is clamped, a „bending beam“ moves upwards and bends the free leg. | Very gentle on surfaces (no rubbing against a die), ideal for large, bulky parts. |
| Wipe bending | Press brake (special tool) | The sheet is held in place and the punch „wipes“ along the sheet to bend it around the edge of the die. | Good for very sharp edges (small radii). |
Tolerances for bent parts: What is achievable?
Tolerances for bent parts define the permissible deviation of the component from the exact nominal dimension. As bending is a Forming process the achievable tolerances are naturally greater than with machining processes (such as milling). The two biggest challenges for precision are the variable Springback (springback) of the material and light Fluctuations in the sheet thickness.
Important tolerance types and standard values
- Angle tolerances: This is the most important parameter. It indicates how much the finished angle (e.g. 90°) may deviate.
- Length tolerances (leg dimensions): Refers to the length of a bent leg or the distance between two bends. Attention: These length tolerances can add up for parts with several bends.
Standards and influencing factors
- Relevant standard: The correct standard for bending tolerances is DIN EN ISO 2768-2 (cold-formed edge parts), which defines different tolerance classes (e.g. „normal“ and „fine“).
- Most important influencing factors:
- Machine: Modern CNC press brakes with integrated angle measuring systems (laser or probe) achieve the tightest tolerances.
- Material: A consistent material batch (thickness, strength) is crucial for constant springback.
- Tool: The condition and precision of the punch and die are critical.
What are the areas of application for bent sheet metal?
Bent sheet metal parts are ubiquitous due to their stability and cost-effectiveness.
- Housing construction: Switch cabinets, computer housings, cladding for machines.
- Vehicle construction: Body parts, frames, brackets.
- Household appliances: Housing for washing machines, refrigerators, ovens.
- Architecture: Facade elements, roof profiles, window sills.
- furniture industry: Metal shelves, table frames, design elements.