Table des matières
- Comment fonctionne le pliage de la tôle ?
- Comment fonctionne le processus de pliage ?
- À quoi faut-il faire attention lors du pliage de la tôle ?
- Aperçu des principaux procédés de pliage
- Tolérances pour les pièces pliées : Qu'est-ce qui est réalisable ?
- Quels sont les domaines d'application de la tôle pliée ?
Le pliage de la tôle compte parmi les procédés les plus importants dans le traitement moderne de la tôle - que ce soit pour de simples boîtiers ou des pièces de précision complexes. En tant que procédé de formage, il permet la fabrication économique de pièces stables et fonctionnelles sans perte de matériau. Mais pour garantir la précision dimensionnelle, la sécurité du processus et la répétabilité, il faut tenir compte de nombreux facteurs techniques lors du pliage de la tôle : du choix du rayon de pliage à la construction adaptée à la fabrication en passant par le retour élastique. Cet article donne un aperçu pratique des principes de base, des procédés, des tolérances et des sources d'erreur typiques - afin que votre prochaine pièce de tôle soit adaptée du premier coup.
Comment fonctionne le pliage de la tôle ?
Le pliage de la tôle est un procédé de formage central dans la transformation des métaux. Il est souvent aussi appelé pliage. L'objectif est de déformer plastiquement une tôle plate par l'application d'une force mécanique.
Il s'agit d'obtenir un angle ou un pliage souhaité. Ce procédé permet de donner à la tôle une forme souhaitée.
Contrairement à procédés d'usinage (comme le fraisage ou le perçage), aucun matériau n'est retiré lors du pliage. Au lieu de cela, la structure fibreuse du métal est réorganisée au niveau de la zone de pliage. La face extérieure (zone de pliage extérieure) est étirée, tandis que la face intérieure (zone de pliage intérieure) est comprimée.
Comment fonctionne le processus de pliage ?
Le processus de pliage le plus courant est le pliage à la matrice sur une presse dite plieuse. Le processus est relativement simple, mais il est en revanche précis et puissant :
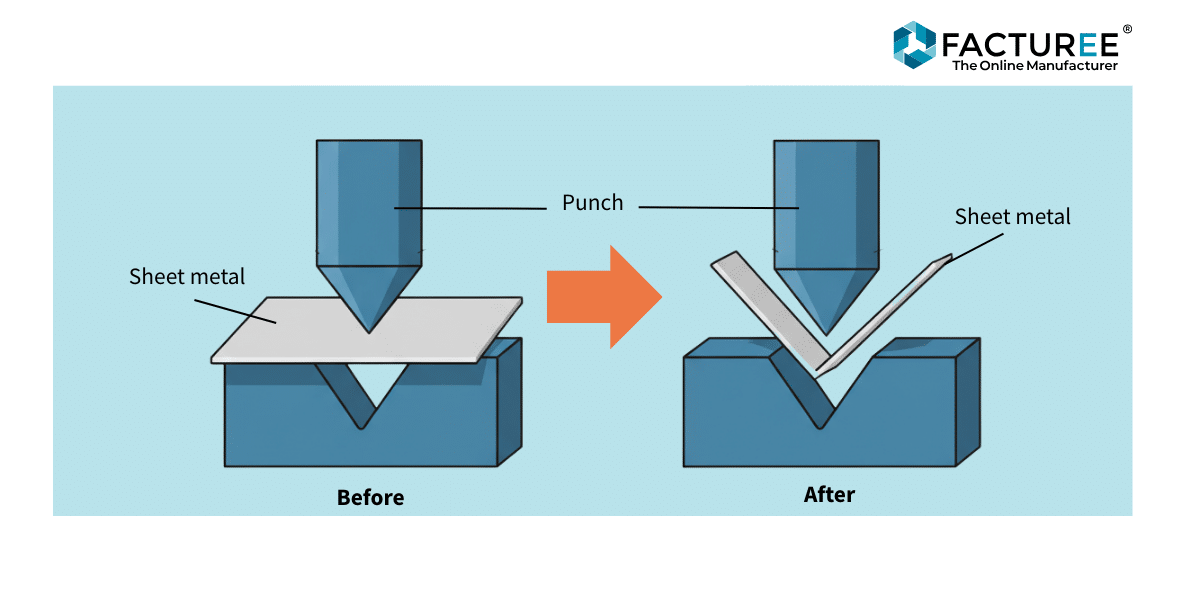
- Insérer : La tôle est placée sur une ouverture en forme de V, la Matrice (également appelée matrice).
- Pliage : Le site Poinçonl se déplace de haut en bas et pousse la tôle dans la matrice avec une forte pression.
- transformation : La tôle est forcée de prendre la forme entre le poinçon et la matrice, ce qui permet d'obtenir l'angle souhaité.
L'angle résultant varie en fonction de la profondeur d'insertion du poinçon dans la matrice.
À quoi faut-il faire attention lors du pliage de la tôle ?
Pour obtenir des géométries précises et complexes, trois phénomènes physiques doivent être compris et contrôlés. En particulier, si vous Faire plier les tôles.
Le rayon de courbure minimal : éviter les fissures
Il n'est pas possible d'affûter une tôle à volonté. Chaque matériau a une Rayon de courbure minimal.
- Définition : Il s'agit du plus petit rayon intérieur avec lequel une tôle peut être pliée sans que de fines fissures apparaissent à l'extérieur du pli ou que le matériau se brise.
- De quoi dépend-il ? Le rayon de courbure minimal dépend en premier lieu de deux choses :
- matériel : Les matériaux fragiles et durs (par ex. l'acier à haute résistance, certains alliages d'aluminium) nécessitent un rayon plus important que les matériaux tendres (par ex. le cuivre, l'acier de construction).
- épaisseur de la tôle : Plus la tôle est épaisse, plus le rayon de courbure minimal doit être important.
Le retour élastique (springback) : Trouver l'angle exact
Le métal est élastique. Lorsque la force de flexion est supprimée, le matériau „se souvient“ de sa forme initiale et revient un peu en arrière. Ce comportement s'appelle Retour élastique (ou „springback“).
- problème : Si vous avez besoin d'un angle exact de 90°, mais que le matériau rebondit de 2°, vous n'obtiendrez qu'un angle de 92°.
- Solution : Pour atteindre l'angle Zi (par ex. 90°), la tôle doit être „surpliée“ (donc à 88° dans l'exemple). Les presses plieuses CNC modernes calculent automatiquement cet angle de surpliage afin de compenser exactement le retour élastique.
La valeur de compensation (réduction de la flexion)
Comme le matériau est étiré à l'extérieur et comprimé à l'intérieur, la „longueur étirée“ de la tôle avant le pliage (la découpe) n'est pas simplement la somme des longueurs des côtés.
- Définition : La valeur de compensation (également appelée réduction de la flexion ou valeur de correction) est la valeur qui est déduite de la somme des dimensions extérieures (ou ajoutée à la somme des dimensions intérieures) pour obtenir la longueur de découpe exacte (développement).
- Calcul : Cette valeur est généralement déterminée par ce que l'on appelle le Facteur k qui décrit la position de la „fibre neutre“ (la zone qui n'est ni étirée ni comprimée).
Aperçu des principaux procédés de pliage
Bien que le pliage soit la méthode la plus utilisée, il existe différents procédés et machines en fonction des exigences.
| Procédure | Machine | Description du processus | Avantage |
| Cintrage à la presse | Presse plieuse | Le poinçon presse la tôle dans une matrice en V. On distingue Pliage libre (flexible, faible force) et Gaufrage-pliage (grande force, très précis). | Très rapide, précis, économique pour les séries. |
| Cintrage par pivotement | Machine à cintrer | La tôle est serrée, une „pince de pliage“ se déplace vers le haut et plie la branche libre. | Très doux pour les surfaces (pas de frottement contre une matrice), idéal pour les grandes pièces encombrantes. |
| Pliage par essuyage | Presse plieuse (outillage spécial) | La tôle est maintenue en place et le poinçon „essuie“ la tôle pour la plier autour du bord de la matrice. | Bon pour les arêtes très vives (petits rayons). |
Tolérances pour les pièces pliées : Qu'est-ce qui est réalisable ?
Les tolérances pour les pièces pliées définissent l'écart admissible de la pièce par rapport à la cote théorique exacte. Comme le pliage est un Processus de formage les tolérances réalisables sont naturellement plus grandes que pour les procédés d'usinage (comme le fraisage). Les deux principaux défis en matière de précision sont la variable Retour élastique (springback) du matériau et de légères Variations de l'épaisseur de la tôle.
Principaux types de tolérance et valeurs standard
- Tolérances d'angle : Il s'agit du paramètre le plus important. Elle indique dans quelle mesure l'angle fini (par ex. 90°) peut s'écarter.
- Tolérances sur la longueur (dimensions des branches) : Se réfère à la longueur d'une branche courbée ou à la distance entre deux courbures. Attention ! Pour les pièces présentant plusieurs courbures, ces tolérances de longueur peuvent s'additionner.
Normes et facteurs d'influence
- Norme faisant foi : La norme correcte pour les tolérances de pliage est la norme DIN EN ISO 2768-2 (pièces pliées formées à froid), qui définit différentes classes de tolérance (par ex. „normale“ et „fine“).
- Principaux facteurs d'influence :
- machine : Les presses plieuses modernes à commande numérique avec systèmes de mesure angulaire intégrés (laser ou palpeur) permettent d'atteindre les tolérances les plus étroites.
- matériel : Une charge de matériau constante (épaisseur, résistance) est décisive pour un retour élastique constant.
- Outil : L'état et la précision du poinçon et de la matrice sont critiques.
Quels sont les domaines d'application de la tôle pliée ?
Les pièces en tôle pliée sont omniprésentes en raison de leur stabilité et de leur rentabilité.
- Construction de boîtiers : Armoires électriques, boîtiers d'ordinateurs, carénages pour machines.
- Construction de véhicules : Pièces de carrosserie, cadres, supports.
- appareils ménagers : Boîtiers pour machines à laver, réfrigérateurs, fours.
- Architecture : Éléments de façade, profilés de toiture, appuis de fenêtre.
- Industrie du meuble : Étagères métalliques, supports de table, éléments de design.