El plegado de chapa es uno de los procesos más importantes en el trabajo moderno de la chapa, ya sea para carcasas sencillas o piezas de precisión complejas. Como proceso de conformado, permite la producción económica de componentes estables y funcionales sin pérdida de material. Sin embargo, para garantizar la precisión dimensional, la fiabilidad del proceso y la repetibilidad, hay que tener en cuenta numerosos factores técnicos a la hora de curvar chapa: desde la elección del radio de curvatura hasta el springback y el diseño orientado a la producción. Este artículo ofrece una visión práctica de los conceptos básicos, los procesos, las tolerancias y las fuentes típicas de error, para que su próxima pieza de chapa metálica encaje bien a la primera.
¿Cómo funciona el plegado de chapas?
El plegado de chapa es un proceso de conformado clave en la transformación de metales. A menudo también se denomina plegado. El objetivo es deformar plásticamente una chapa plana aplicando una fuerza mecánica.
El objetivo es crear el ángulo o la curvatura deseados. En este proceso, la chapa se moldea para darle la forma deseada.
A diferencia de procesos de mecanizado (como el fresado o el taladrado), no se elimina material durante el plegado. En su lugar, la estructura de fibras del metal se reorganiza en el punto de doblado. El lado exterior (zona de doblado exterior) se estira, mientras que el lado interior (zona de doblado interior) se comprime.
¿Cómo funciona el proceso de plegado?
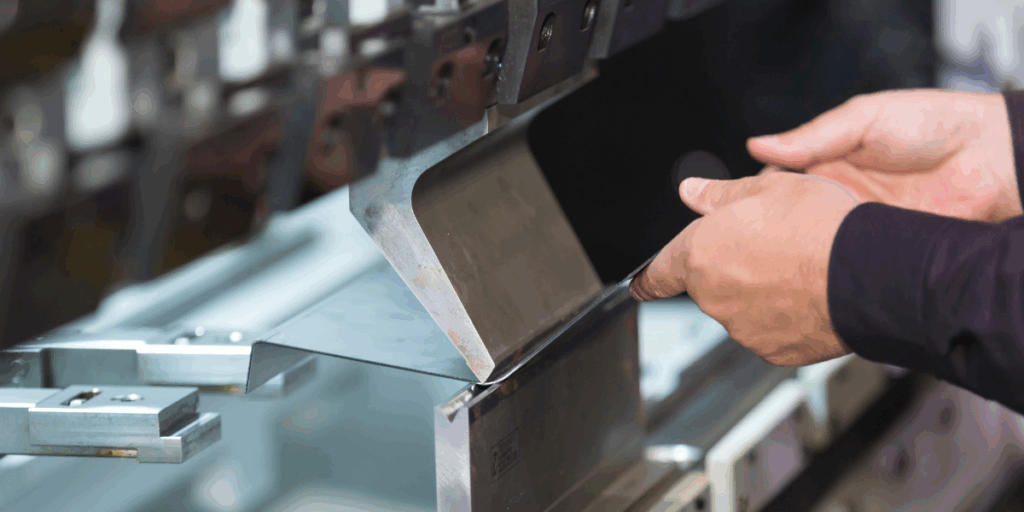
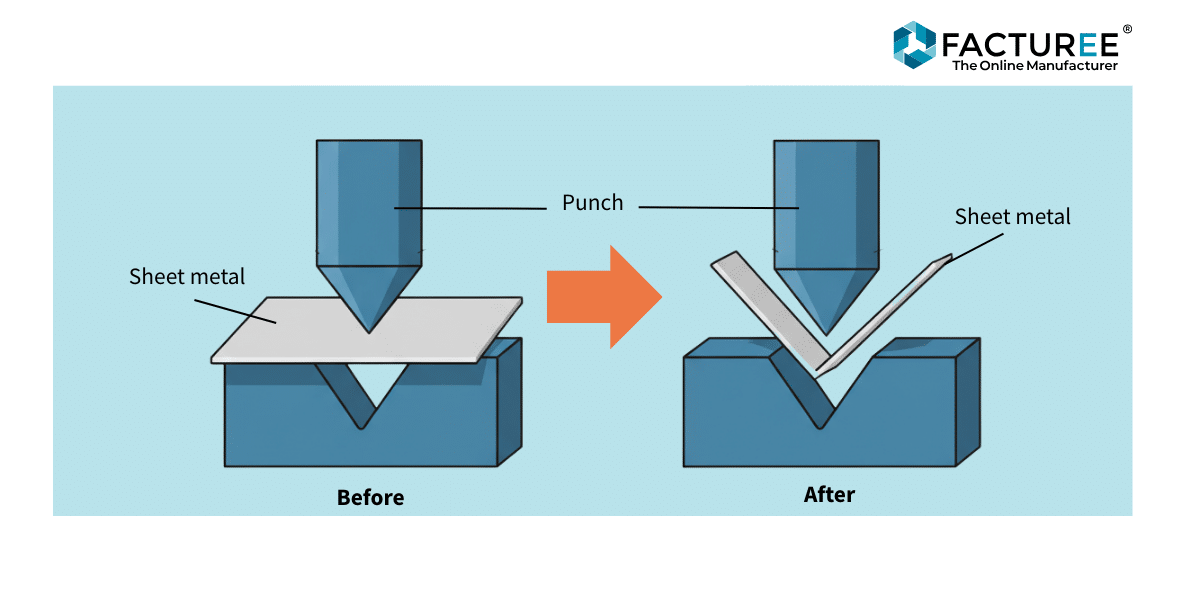
El proceso de plegado más habitual es el plegado de troqueles en una prensa plegadora. El proceso es relativamente sencillo, pero preciso y potente:
- Insertar: La chapa se coloca en una abertura en forma de V que Molde (también llamado swage).
- Doblando: En Sellol se desplaza de arriba abajo y presiona la hoja en la matriz a alta presión.
- Remodelación: La chapa se ve forzada a adoptar la forma entre el punzón y la matriz, creando el ángulo deseado.
El ángulo resultante cambia en función de la profundidad a la que se introduce el punzón en la matriz.
¿Qué hay que tener en cuenta al curvar chapa?
Para obtener geometrías precisas y complejas, hay que comprender y controlar tres fenómenos físicos. En concreto Doblado de chapas.
El radio de curvatura mínimo: evitar grietas
No es posible afilar una chapa metálica. Cada material tiene un Radio mínimo de curvatura.
- Definición: Es el radio interior más pequeño con el que se puede doblar una chapa sin que aparezcan grietas finas en el exterior de la curva ni se rompa el material.
- ¿De qué depende? El radio de curvatura mínimo depende principalmente de dos cosas:
- Material: Los materiales frágiles y duros (por ejemplo, acero de alta resistencia, algunas aleaciones de aluminio) requieren un radio mayor que los materiales blandos (por ejemplo, cobre, acero estructural).
- Espesor de la chapa: Cuanto más gruesa sea la chapa, mayor deberá ser el radio mínimo de curvatura.
El springback: El ángulo exacto
El metal es elástico. Una vez eliminada la fuerza de flexión, el material „recuerda“ su forma original y recupera un poco de elasticidad. Este comportamiento se denomina Springback (o „Springback“).
- Problema: Si necesita un ángulo exacto de 90°, pero el material retrocede 2°, sólo obtendrá un ángulo de 92°.
- Solución: Para conseguir el ángulo Zi (por ejemplo, 90°), la chapa debe „sobrecurvarse“ (en el ejemplo, a 88°). Las plegadoras CNC modernas calculan automáticamente este ángulo de sobredoblado para compensar con precisión el springback.
El valor de compensación (acortamiento por flexión)
Como el material se estira por fuera y se comprime por dentro, la „longitud estirada“ de la chapa antes de doblarse (el corte) no es simplemente la suma de las longitudes de los catetos.
- Definición: El valor de compensación (también valor de acortamiento de curvatura o valor de corrección) es el valor que se resta a la suma de las cotas exteriores (o se suma a la suma de las cotas interiores) para obtener la longitud de corte exacta (desdoblamiento).
- Cálculo: Este valor suele calcularse mediante el llamado Factor k que describe la posición de la „fibra neutra“ (la zona que no se estira ni se comprime).
Resumen de los procesos de plegado más importantes
Aunque el plegado en matriz es el método más utilizado, existen diferentes procesos y máquinas en función de los requisitos.
| Procedimiento | Máquina | Descripción del proceso | Ventaja |
| Doblado de matrices | Prensa plegadora | El punzón prensa la chapa en una matriz en V. Se distingue entre Doblado libre (flexible, poca fuerza) y Gofrado-doblado (gran fuerza, muy preciso). | Muy rápida, precisa y económica para la producción en serie. |
| Flexión giratoria | Plegadora giratoria | Se sujeta la chapa, una „viga dobladora“ se desplaza hacia arriba y dobla la pata libre. | Muy suave con las superficies (no roza con el troquel), ideal para piezas grandes y voluminosas. |
| Doblar con un paño | Prensa plegadora (herramienta especial) | La hoja se sujeta en su sitio y el punzón „barre“ a lo largo de la hoja para doblarla alrededor del borde de la matriz. | Bueno para bordes muy afilados (radios pequeños). |
Tolerancias de las piezas dobladas: ¿Qué se puede conseguir?
Las tolerancias de las piezas curvadas definen la desviación admisible del componente respecto a la dimensión nominal exacta. Dado que la flexión es un Proceso de formación las tolerancias alcanzables son naturalmente mayores que con los procesos de mecanizado (como el fresado). Los dos mayores retos para la precisión son la variable Springback (springback) del material y la luz Fluctuaciones del espesor de la chapa.
Tipos de tolerancia y valores estándar importantes
- Tolerancias de ángulo: Es el parámetro más importante. Indica cuánto puede desviarse el ángulo acabado (por ejemplo, 90°).
- Tolerancias de longitud (dimensiones de las patas): Se refiere a la longitud de una pierna doblada o a la distancia entre dos dobleces. Atención: Estas tolerancias de longitud pueden acumularse en piezas con varias curvas.
Normas y factores de influencia
- Norma pertinente: La norma correcta para las tolerancias de flexión es la DIN EN ISO 2768-2 (tapajuntas conformados en frío), que define varias clases de tolerancia (por ejemplo, „normal“ y „fina“).
- Factores de influencia más importantes:
- Máquina: Las modernas plegadoras CNC con sistemas integrados de medición de ángulos (láser o sonda) consiguen las tolerancias más ajustadas.
- Material: Un lote de material consistente (grosor, resistencia) es crucial para un springback constante.
- Herramienta: El estado y la precisión del punzón y la matriz son fundamentales.
¿Cuáles son los ámbitos de aplicación de la chapa doblada?
Las piezas de chapa doblada son omnipresentes por su estabilidad y rentabilidad.
- Construcción de viviendas: Armarios de distribución, carcasas de ordenadores, paneles para máquinas.
- Construcción del vehículo: Piezas de carrocería, bastidores, soportes.
- Electrodomésticos: Carcasas para lavadoras, frigoríficos y hornos.
- Arquitectura: Elementos de fachada, perfiles de tejado, antepechos de ventana.
- industria del mueble: Estantes metálicos, marcos de mesa, elementos de diseño.