KTL-Beschichtung: Worauf Einkäufer achten
KTL (kathodische Tauchlackierung) ist das Standardverfahren für gleichmäßigen, hervorragenden Korrosionsschutz auf komplexen Metallbauteilen. Hohlräume, Kanten, Schweißnähte. KTL erreicht jede Fläche, die mit dem Bad in Kontakt kommt.
Wer als Konstrukteur oder technischer Einkäufer weiß, wie KTL funktioniert, vermeidet Reklamationen. Er kennt auch die nötige Vorbehandlung und die Angaben für die Zeichnung. So stellt man den geforderten Korrosionsschutz sicher. Eine Übersicht.
Die Qualität einer KTL-Beschichtung steht und fällt mit der Vorbehandlung. Denn nur so lässt sich eine einwandfreie Oberfläche erzielen.
Die Lackschicht kann so gut haften und schützen, wie die darunter liegende Oberfläche vorbereitet wurde. Fehler in der Vorbehandlung sind nach dem Einbrennen nicht mehr korrigierbar.
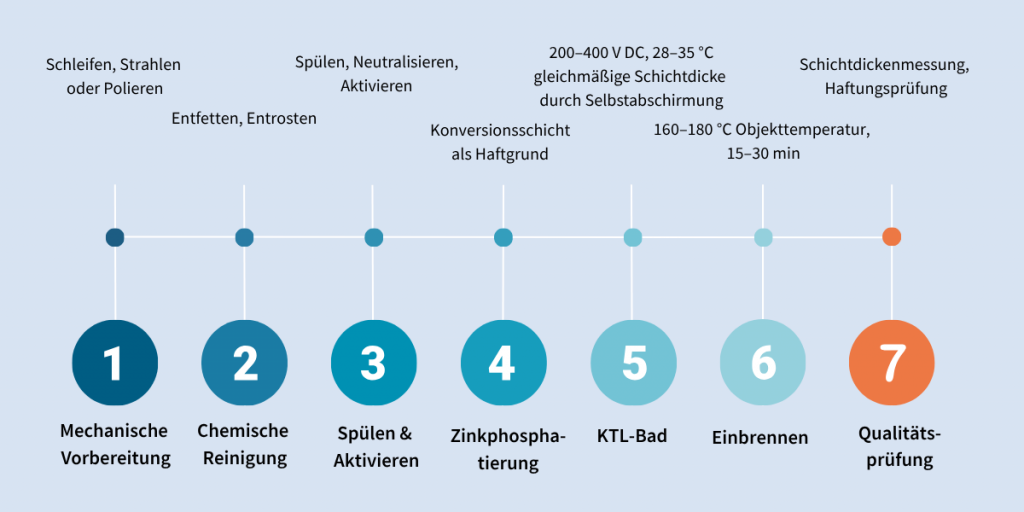
Der Standardprozess für Stahlbauteile folgt dieser Abfolge:
Was ist KTL?
KTL steht für kathodische Tauchlackierun. Es ist auch als kathodische Elektrotauchlackierung (ETL) oder im Englischen als cathodic dip coating bzw. e-coat bekannt. Dabei wird das Bauteil vollständig in ein wässriges Lackbad eingetaucht.
Durch Anlegen einer Gleichspannung von 200 bis 400 V wandern Lackpartikel elektrochemisch zur Bauteiloberfläche. Dort scheiden sie sich gleichmäßig ab. Das Bauteil ist dabei die Kathode, daher der Name.
Das Prinzip hat einen entscheidenden technischen Vorteil: Die Schichtdicke reguliert sich selbst. Sobald eine Fläche ausreichend beschichtet ist, steigt ihr elektrischer Widerstand. Und der Lackauftrag verlagert sich auf noch unbeschichtete Bereiche.
Dieser Selbstabschirmungseffekt sorgt für eine gleichmäßige Schichtdicke von typischerweise 15 bis 35 g/m². Auch in Hohlräumen, Rohren, Schweißnahtbereichen und an schwer zugänglichen Innenflächen, die für konventionelle Spritzverfahren nicht erreichbar sind.
Nach dem Tauchgang wird das Bauteil gespült, um überschüssigen Lack zu entfernen. Anschließend wird es bei 160 bis 180 °C Objekttemperatur für 15 bis 30 Minuten eingebrannt. Die Einbrennphase vernetzt den Lackfilm und gibt ihm seine endgültigen mechanischen und chemischen Eigenschaften.
KTL ist ein organisches Barriereverfahren. Es schützt den Grundwerkstoff, indem es Feuchtigkeit und Sauerstoff von der Metalloberfläche fernhält. Anders als Verzinken bietet KTL keinen kathodischen Opferschutz — bei lokaler Beschädigung der Schicht bleibt der freigelegte Bereich ungeschützt. Für Anwendungen, bei denen Kantenschutz und Hohlraumabdeckung entscheidend sind, ist KTL jedoch kaum zu ersetzen.
KTL-Beschichtung: Vorbehandlung
Die Qualität einer KTL-Beschichtung steht und fällt mit der Vorbehandlung. Denn nur so lässt sich eine einwandfreie Oberfläche erzielen.
Die Lackschicht kann so gut haften und schützen, wie die darunter liegende Oberfläche vorbereitet wurde. Fehler in der Vorbehandlung sind nach dem Einbrennen nicht mehr korrigierbar.
Der Standardprozess für Stahlbauteile folgt dieser Abfolge:
Entfetten
Entfetten mit wässrigen alkalischen Reinigern entfernt Öle, Fette, Kühlschmierstoffe und Korrosionsschutzöle aus der Zerspanung. Dieser Schritt ist die Grundvoraussetzung für alle nachfolgenden Prozesse. Unzureichend entfettete Oberflächen führen zu Benetzungsstörungen und Haftungsversagen der Phosphatschicht.
Zinkphosphatierung
Zinkphosphatierung bildet eine kristalline Konversionsschicht auf der Stahloberfläche. Sie verankert den KTL-Lack mechanisch und chemisch. Dabei verbessert sich die Haftung dauerhaft und erhöht die Korrosionsschutzwirkung des Gesamtsystems erheblich.
Zinkphosphatierung ist der Standard für Automotive-Anforderungen. Die Schichtdicke der Phosphatschicht liegt typischerweise bei 1,5 bis 4 g/m².
Spülen und Aktivieren
Spülen und Aktivieren zwischen den Stufen verhindert Kreuzkontamination der Bäder und sichert die gleichmäßige Kristallgröße der Phosphatschicht.
Als Alternative zur Zinkphosphatierung werden heute zunehmend Nanotechnologie-basierte Konversionsschichten eingesetzt. Diese kommen ohne Phosphat und Schwermetalle aus. Dabei sind sie kürzer in der Prozessführung und bieten für viele Anwendungen vergleichbare Haftwerte. Für Automotive-Anforderungen mit OEM-Freigaben ist die klassische Zinkphosphatierung jedoch nach wie vor die Referenz.
Für Ausschreibungen gilt: Die Vorbehandlungsstufe explizit spezifizieren. Ein KTL-Auftrag ohne Angabe der Vorbehandlung ist unvollständig. Die Korrosionsschutzklasse im Prüfprotokoll des Lohnbeschichters gilt immer für das Gesamtsystem. Es umfasst die Vorbehandlung und die Lackschicht.
Falls ein Bauteil bereits beschichtet wurde, kann man es chemisch entlacken, um es vorzubereiten; bei starkem Rost ist es oft notwendig, das Bauteil zunächst zu entlacken und zu entrosten.
Wofür wird KTL eingesetzt?
KTL wird gewählt, wenn eines oder mehrere der folgenden Anforderungen erfüllt werden müssen:
- Gleichmäßiger Korrosionsschutz auf Bauteilen mit komplexer Geometrie, Hohlräumen, Rohren und schwer zugänglichen Innenflächen, die mit Spritzverfahren nicht vollständig beschichtbar sind
- Hohe Kantenabdeckung bei Stanzteilen, Schweißbaugruppen und Blechkonstruktionen, wo Kanten erfahrungsgemäß die kritischste Stelle für Korrosionsangriff sind
- Korrosivitätskategorien C3 bis C4 nach DIN EN ISO 12944 als Einzelschicht; in Kombination mit Deckbeschichtung auch C5
- Grundierung in Mehrschichtsystemen, bei denen KTL als Primer fungiert und anschließend mit Pulverbeschichtung oder Nasslack überschichtet wird
- Gleichmäßige Schichtdickenverteilung bei maßkritischen Bauteilen, bei denen Spritzen zu unakzeptablen Schichtdickenschwankungen führen würde
- Wirtschaftlichkeit bei Serienbauteilen, da KTL-Anlagen vollautomatisch arbeiten und große Stückzahlen in kurzer Taktzeit beschichten
KTL auf einen Blick
- Verfahren: Kathodische Tauchlackierung (KTL), kathodische Elektrotauchlackierung (ETL)
- Schutzprinzip: Organische Barriereschicht, kein kathodischer Opferschutz
- Geeignete Werkstoffe: Stahl, verzinkter Stahl, Aluminiumdruckguss, Grauguss
- Typische Schichtdicken: 15–35 µm
- Einbrenntemperatur: 160–180 °C Objekttemperatur, 15–30 min
KTL: Alle Werkstoffe im Überblick
KTL-Beschichtung: Stahl — ✅ Standardanwendung
Baustahl und Konstruktionsstahl nach DIN EN 10025 sind die am häufigsten beschichteten Substrate. KTL haftet auf gereinigter und phosphatierter Stahloberfläche zuverlässig. Die Zinkphosphat-Vorbehandlung ist für Stahl der Standard. Sie gibt das Gesamtsystem frei für Korrosivitätskategorien bis C4 als Einzelschicht.
KTL-Beschichtung: Verzinkter Stahl — ✅ gut geeignet
Feuerverzinkter oder galvanisch verzinkter Stahl lässt sich mit KTL beschichten und bildet ein Duplexsystem mit hervorragendem Korrosionsschutz. Die Zinkschicht wirkt weiterhin kathodisch, die KTL-Schicht als organische Barriere. Die Vorbehandlung muss auf den Zinkträger abgestimmt sein; aggressive Phosphatierbäder können die Zinkoberfläche angreifen. Dies sollte vor Auftragsvergabe mit dem Lohnbeschichter geklärt werden.
KTL-Beschichtung: Aluminium — ✅ gut geeignet
Aluminiumdruckguss wird in der Automobilindustrie regelmäßig KTL-beschichtet, insbesondere für Getriebegehäuse, Strukturbauteile und Fahrwerkskomponenten.
Die Vorbehandlung weicht vom Stahlprozess ab. Beizen mit alkalischen oder sauren Lösungen, angepasste Konversionsschicht. Bei porösem Druckguss kann Ausgasen während des Einbrennens zu Oberflächenfehlern führen. Dies ist ein bekanntes Prozessrisiko, das mit dem Lohnbeschichter vor Freigabe besprochen werden muss.
KTL: Grauguss — ⚠️ Bedingt geeignet
Grauguss kann KTL-beschichtet werden, erfordert aber eine sorgfältige Vorbehandlung. Die offene Graphitstruktur an der Gussoberfläche bindet Öle und erschwert das vollständige Entfetten. Unzureichend gereinigte Gussoberflächen führen zu Haftungsfehlern. Nur bei Lohnbeschichtern mit nachgewiesener Erfahrung mit Gusswerkstoffen beschaffen.
KTL: Edelstahl — ❌ Nicht geeignet
Kunststoffe sind elektrisch nicht leitfähig und können daher nicht direkt KTL-beschichtet werden. Voraussetzung ist eine leitfähige Vorbehandlung.
Dazu gehört eine leitfähige Grundierung (Leitlack). Alternativ können Compounds mit leitfähigen Füllstoffen genutzt werden. Dazu zählen Ruß oder Carbonfasern.
In der Automobilindustrie ist KTL auf Kunststoff etabliert. Insbesondere für Anbauteile wie Stoßfänger und Außenspiegel, bei denen Farbübereinstimmung mit der Karosserie gefordert ist. Der Prozess ist aufwendiger und kostenintensiver als KTL auf Stahl. Er erfordert einen Lohnbeschichter mit nachgewiesener Erfahrung mit Kunststoffsubstraten.
KTL: Kunststoffe — ⚠️ Bedingt geeignet
Edelstahl bringt durch seine eigene Passivschicht bereits Korrosionsschutz mit. KTL ist weder technisch notwendig noch wirtschaftlich gerechtfertigt. Geeignete Verfahren für Edelstahl sind Passivierung, Elektropolieren oder PVD.
Alternativen zur KTL
| Verfahren | Schutzprinzip | Besser als KTL wenn… |
| Pulverbeschichtung | Organische Barriereschicht | Farbgebung und Optik gefordert, keine komplexen Hohlräume, Einzelteile und kleinere Serien wirtschaftlicher |
| Nasslackierung | Organische Barriereschicht | Reparierbarkeit vor Ort gefordert, kleine Stückzahlen, Sonderfarbgebung |
| Feuerverzinken | Kathodischer Opferschutz + Barriere | Außenanwendungen C4/C5, Schäden an der Schicht müssen ohne Schutzverlust tolerierbar sein |
| Galvanisches Verzinken | Kathodischer Opferschutz + Barriere | Schrauben und Verbindungselemente, maßkritische Teile mit dünnem Schichtaufbau |
| Phosphatieren | Konversionsschicht als Haftgrund | Kein eigenständiger Korrosionsschutz gefordert, Lackhaftung oder Kaltumformung im Vordergrund |
| KTL + Pulverbeschichtung | Organische Barriere + Barriere | Höchste Korrosivitätskategorien C5, Automotive-Anforderungen mit OEM-Vorgaben |
KTL-Beschichtung: Vor- und Nachteile
| Vorteile der KTL-Beschichtung | Nachteile der KTL-Beschichtung |
| Gleichmäßige Schichtdicke auch in Hohlräumen, Rohren und schwer zugänglichen Geometrien durch Selbstabschirmungseffekt | Kein kathodischer Opferschutz: bei Beschädigung der Schicht ist der Grundwerkstoff ungeschützt |
| Hohe Kantenabdeckung im Vergleich zu Spritz- und Pulverbeschichtungsverfahren | Eingeschränkte Farbauswahl: KTL ist überwiegend in Schwarz, Grau und Grundierungstönen verfügbar, keine Effektfarben |
| Wirtschaftlich bei großen Serien durch vollautomatisierten Prozess | Hohe Anlageninvestition beim Lohnbeschichter; kleine Stückzahlen und Einzelteile sind entsprechend kostenintensiver |
| Gute Haftgrundlage für nachfolgende Deck- und Pulverbeschichtungen im Mehrschichtsystem | Einbrenntemperatur von 160–180 °C schließt temperaturempfindliche Bauteile und Baugruppen mit Kunststoffanteilen aus |
| Gleichmäßige Prozessführung und gute Reproduzierbarkeit bei Serienbauteilen | Nicht leitfähige Werkstoffe erfordern eine leitfähige Vorbehandlung (Leitlack oder leitfähige Compounds) |
Relevante Normen und Spezifikationen für KTL
- DIN EN ISO 12944 — Beschichtungssysteme für Korrosionsschutz: Korrosivitätskategorien C1 bis C5, Schutzdauern und Anforderungen an Beschichtungssysteme. Basis für die Auswahl von Einzel- und Mehrschichtsystemen
- DIN EN ISO 4628 — Bewertung von Beschichtungsschäden: Blasenbildung, Rosten, Rissbildung und Haftungsverlust als normierte Prüfkriterien für Abnahme und Reklamationsbeurteilung
- DIN EN ISO 9227 — Salzsprühnebelprüfung als normierter Nachweis der Korrosionsschutzwirkung (Stunden bis Weißrost und Rotrost)
- DIN EN ISO 2808 — Schichtdickenmessung von Beschichtungen: Nassfilm, Trockenfilm und Prüfverfahren
- DIN EN ISO 2409 — Gitterschnittprüfung zur Beurteilung der Lackhaftung auf dem Substrat
- REACH-Verordnung — Vorbehandlungsbäder und Lackformulierungen müssen frei von Chrom(VI) sein; dies ist heute Industriestandard, muss jedoch vom Lohnbeschichter dokumentiert werden
Checkliste für Einkäufer: Anforderungen an den Lohnbeschichter für KTL
- Zertifizierung nach DIN EN ISO 9001, für Automotive IATF 16949
- Angabe der Vorbehandlungsstufe auf dem Lieferschein: Zinkphosphatierung oder Nanotechnologie-Konversionsschicht
- Schriftliche Bestätigung der Cr(VI)-Freiheit für Vorbehandlungsbäder und Lackformulierung nach REACH
- Schichtdickenmessung nach DIN EN ISO 2808 mit rückverfolgbaren Messprotokollen pro Charge
- Haftungsprüfung nach DIN EN ISO 2409 (Gitterschnitt) für neue Substrate oder bei Erstbemusterung
- Salzsprühnebelprüfung nach DIN EN ISO 9227 mit Stundenzahl bis Weißrost und Rotrost: geforderten Mindestwert explizit angeben
- Einbrennprotokoll: Objekttemperatur und Einbrennzeit je Charge dokumentiert
- Angabe der maximalen Bauteilgröße und Gestellmaße der KTL-Anlage für große Bauteile vorab prüfen
- Für Mehrschichtsysteme (KTL + Pulver): Verträglichkeit der Systeme vom Lohnbeschichter bestätigen lassen
KTL in der Praxis: Branchenübersicht und Anwendungen
| Branche | Typische Bauteile | Beschichtungsziel und Verfahren |
| Automobilindustrie | Karosserie-Rohbau, Fahrwerkskomponenten, Lenker, Träger, Halter | Hohlraumschutz und Kantenabdeckung, KTL als Primer im Mehrschichtsystem, IATF 16949-konform |
| Maschinenbau | Gehäuse, Rahmen, Konsolen, Abdeckbleche, Schweißbaugruppen | Korrosionsschutz C3/C4 als Einzelschicht oder Primer, gleichmäßige Schichtdicke auf Schweißnähten |
| Landwirtschaftstechnik | Anbaurahmen, Halterungen, Strukturteile für Traktoren und Erntefahrzeuge | Hohlraumschutz und Kantenabdeckung für C3/C4-Außenanwendungen, KTL häufig als Grundierung |
| Hausgeräte (Weißware) | Innentrommeln, Rahmenteile, Strukturbauteile für Waschmaschinen und Geschirrspüler | Gleichmäßige Beschichtung auf komplexer Innengeometrie, wirtschaftlich für große Serien |
| Elektrotechnik und Schaltanlagen | Schaltschrankgehäuse, Kabeltrassen, Montageplatten | Gleichmäßige Schicht auf Stanzteilen mit vielen Kanten und Durchbrüchen, C3-Schutz |
KTL-Beschichtung mit FACTUREE
FACTUREE ist eine digitale Beschaffungsplattform für Zeichnungsteile mit einem Netzwerk von über 2.000 qualifizierten Fertigungspartnern in Europa. Das Netzwerk umfasst zertifizierte KTL-Anlagen an Stahl, verzinktem Stahl und Aluminiumdruckguss. Über FACTUREE können Sie Einzelteile, Klein- bis Großserien KTL beschichten lassen.
Suchen Sie einen KTL-Lohnbeschichter mit IATF 16949-Zertifizierung, mit Zinkphosphat-Vorbehandlung oder mit Kapazität für bestimmte Bauteilgrößen? Auch hier finden wir den passenden Partner nach Verfahrensspezialisierung, Anlagenkapazität und Zertifizierungsstand. Ohne langwierige Lieferantensuche!
KTL ist bei FACTUREE nahtlos kombinierbar mit Pulverbeschichtung im Mehrschichtsystem, galvanischem Verzinken als Untergrund und Wärmebehandlung aus einer Hand.
Ihre Vorteile bei der Beschaffung über FACTUREE: Qualifiziertes Netzwerk zertifizierter KTL-Lohnbeschichter (DIN EN ISO 9001, IATF 16949) | Schnelle Angebote für Standard-KTL und Mehrschichtsysteme (KTL + Pulver), Prototyp bis Großserie | Direkte Anfrage mit Werkstoff, Vorbehandlung, Schichtdicke, Korrosivitätskategorie und Normangabe | Technische Unterstützung bei Verfahrenswahl, Zeichnungsangabe und Systemspezifikation durch Fach-Team | KTL kombinierbar mit Verzinken, Pulverbeschichtung und Wärmebehandlung aus einer Hand
Fragen & Antworten zur KTL
Was ist der Unterschied zwischen KTL und ATL?
KTL (kathodische Tauchlackierung) und ATL (anodische Tauchlackierung) sind beide Elektrotauchlackierverfahren, unterscheiden sich aber in der Polung des Werkstücks. Bei KTL ist das Bauteil die Kathode (negativ gepolt), bei ATL die Anode (positiv gepolt). KTL bietet deutlich bessere Korrosionsschutzeigenschaften, höhere Schichtqualität und ist heute der industrielle Standard. ATL ist weitgehend veraltet und in der industriellen Serienfertigung kaum noch anzutreffen.
Kann KTL als alleiniger Korrosionsschutz eingesetzt werden oder braucht es immer eine Deckbeschichtung?
KTL kann als Einzelschicht eingesetzt werden. So bietet sie Schutz bis zur Korrosivitätskategorie C3, mit optimierter Zinkphosphat-Vorbehandlung und Schichtdicke auch C4 nach DIN EN ISO 12944.
Für C5-Anforderungen oder wenn zusätzlich Farb- und Designanforderungen bestehen, wird KTL als Primer in einem Mehrschichtsystem eingesetzt. Die Entscheidung hängt vom Einsatzort, den OEM-Vorgaben und der geforderten Schutzdauer ab.
Was gehört auf die Zeichnung bei KTL-Beschichtung?
Mindestangaben auf der Zeichnung: Verfahren (KTL), Vorbehandlung (z.B. Zinkphosphatierung), geforderte Schichtdicke in g/m², Korrosivitätskategorie nach DIN EN ISO 12944, geforderte Prüfanforderung (z.B. Salzsprühnebeltest nach DIN EN ISO 9227, Mindeststunden bis Rotrost).
Bei Mehrschichtsystemen zusätzlich das Deckbeschichtungsverfahren und die Systemanforderung angeben. Fehlende Angaben zur Vorbehandlung sind die häufigste Ursache für Reklamationen und nicht reproduzierbare Korrosionsschutzwerte.
Welche Schichtdicken sind bei KTL üblich und wie werden sie geprüft?
Standard-KTL liegt bei 15 bis 35 g/m² Trockenfilmschichtdicke. Die Messung erfolgt nach DIN EN ISO 2808 mit magnetisch-induktiven Messgeräten auf magnetischen Substraten. Bei Aluminiumsubstraten kommen wirbelstrombasierte Messverfahren zum Einsatz. Die geforderte Schichtdicke und das Messverfahren sollten immer auf der Zeichnung oder in der Bestellspezifikation angegeben sein.
Welche Anbieter bieten KTL für Zeichnungsteile in Deutschland an?
FACTUREE bietet Zugang zu zertifizierten KTL-Lohnbeschichtern in ganz Deutschland und Europa. Das Angebot umfasst Standard-KTL auf Stahl und Aluminium sowie Mehrschichtsysteme mit Pulverbeschichtung. Alle Oberflächenbeschichtungen kommen mit vollständiger Normdokumentation und transparenter Angebotserstellung für Prototyp bis Großserie.