
Heat treatment of metals: Processes, materials & standards
Heat treatment determines the mechanical properties of a metal component: Hardness, toughness, wear resistance and fatigue strength. Whether gearwheel, crankshaft, aerospace structure or connecting element - no safety-critical metal part can function without correctly specified heat treatment.
Design engineers and technical purchasers who understand the differences between hardening, tempering, annealing, case hardening and nitriding can avoid costly mistakes. Be it in the design, in the drawing or in procurement. This overview explains all common heat treatment processes for metals, materials and standards.
What is heat treatment?
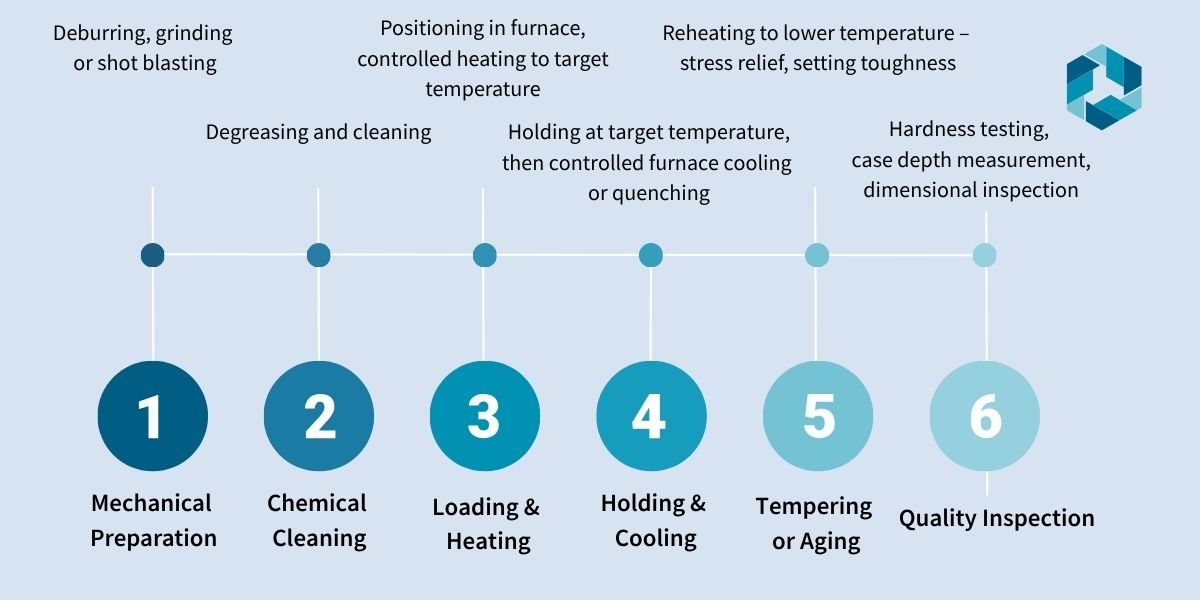
Heat treatment refers to all thermal processes for the targeted Improvement of mechanical properties of metallic materials. The principle: Heating to certain temperatures - frequently on higher temperatures above the transformation temperature -, holding and controlled cooling. No foreign material is applied, no material is removed.
Heat treatments are used for various materials. These range from metals to plastics, wood and composite materials. However, only the heat treatment of metals is considered here.
The three decisive parameters are temperature, holding time and cooling speed. Rapid cooling (quenching) generates High hardness and strength due to martensite formation. Slower cooling in the furnace produces a soft, tough structure. Tempering at low temperatures builds internal tensions and provides the desired ratio of Hardness and toughness in.
To be distinguished from surface coatings such as electroplating, anodizing or PVD: These only change the outermost layer by applying material. Heat treatment changes the microstructure in the material itself - or in a defined edge zone (case hardening, nitriding).
Heat treatment: Overview
- Definition: Heat treatment is the targeted modification of the microstructure of metallic materials by heating, holding and controlled cooling. It does not include material application or machining.
- Objective: Targeted adjustment of hardness, strength, toughness, wear resistance or residual stresses.
- Suitable materials: Steel, cast iron, aluminum and titanium alloys, precipitation-hardening stainless steels.
- Most important processes: Hardening, tempering, quenching and tempering, annealing (several types), case hardening, nitriding, induction hardening, solution annealing and ageing.
- Central standards are: DIN EN 10052 for terms and DIN EN 10083 for quenched and tempered steels. DIN EN ISO 683 applies to case-hardened steels. AMS 2759 and AMS 2770 for aerospace applications.
What is the purpose of heat treatment of metals?
Heat treatment is used to specifically adjust one or more of the following properties:
- Increase hardness and wear resistance - e.g. for cutting tools, gear wheels, roller bearing rings and camshafts
- Set the strength and yield point in a defined manner - e.g. for screws in strength classes 8.8 to 12.9, connecting rods and crankshafts
- Improve toughness and ductility - e.g. by tempering after hardening or quenching and tempering for dynamically stressed components
- Reduce residual stresses - e.g. after welding, forging, casting or cold forming (stress relief annealing)
- Improve machinability - e.g. by soft annealing before machining high-alloy steels
- Homogenize grain structure - e.g. by normalizing after forging or casting
- Preparation for subsequent treatments - e.g. solution annealing before ageing aluminum alloys or titanium
- Surface hardening for tough cores - e.g. case hardening or nitriding for gears and shafts
What types of heat treatment are there?
The DIN EN 10052 standard differentiates between heat treatment processes according to the desired microstructure and the thermal process. The following main processes are used in industrial practice:
| Procedure | Brief description | Goal | Typical materials |
| Hardening | Austenitizing + quenching | Maximum hardness (martensite) | Steel from 0.3 % C, tool steel |
| Tempering | Reheating after hardening (100-700 °C) | Increase toughness, reduce brittleness | All hardened steels |
| Quenching and Tempering | Hardening + high tempering (500-700 °C) | Optimum strength-to-toughness ratio | Heat-treatable steels (42CrMo4 and others) |
| Normal annealing | Heating via AC3, slow cooling in air | Fine-grained, uniform structure | Steel after forging / casting |
| Soft annealing | 650-750 °C, very slow cooling | Maximum machinability | High-alloy steel, tool steel |
| Stress-relief annealing | 450-650 °C, oven cooling | Residual stress reduction without structural change | Steel, cast iron, stainless steel |
| Recrystallization annealing | approx. 0.4 × melting temperature | Elimination of work hardening | Cold-formed metals |
| Solution heat treatment | depending on the alloy (e.g. 480-560 °C for Al) | Dissolve precipitates, basis for curing | Aluminum, titanium, austenitic steel |
| Ageing (curing) | Low to medium temperatures after solution annealing (Al: 120-200 °C; precipitation hardening steels such as 17-4PH: 480-620 °C) | Precipitation hardening | Aluminum alloys (T6 and others), 17-4PH |
| Case hardening | Carburizing + hardening of the surface layer | Hard outer layer, tough core | Case-hardening steels (16MnCr5 and others) |
| Nitriding / nitrocarburizing | Nitrogen injection at 500-530 °C | Hard edge layer, no quenching | Nitriding steels, heat-treatable steels |
| Induction hardening | Local heating by induction + quenching | Selective surface layer hardening | Steel, specifically on bearing seats / gearing |
Advantages and disadvantages of heat treatments
Heat treatment has numerous advantages and disadvantages, depending on the application. Here is a comparison.
| Advantages | Disadvantages |
| Significant increase in hardness without material application | Warpage and dimensional changes - reworking often necessary |
| No foreign material: Properties in the base material | Not every alloy can be heat treated |
| Wide range of processes for different requirement profiles | Process parameters must be adhered to exactly - risk of rejects |
| Surface hardening possible - case hardening and nitriding achieve a hard surface with a tough core | Increasing effort for complex geometries and tight tolerances |
| Can be easily integrated into series processes (continuous and batch ovens) | Inert gas or vacuum systems required for oxidation-sensitive materials |
| Partially reversible: Through-hardened steels can be brought back to a machinable state by soft annealing | With subsequent galvanic treatment: risk of hydrogen embrittlement in high-strength steels (> 1000 MPa) - prescribe de-brittle annealing |
| Short cycle times for simple processes (annealing, tempering) | Titanium and special alloys require specialized, certified systems |
Heat treatment of metals: All materials at a glance
Not every metallic material is suitable for all heat treatment processes. The following overview shows what is possible and what designers and purchasers need to look out for:
1. heat treatment of steel (unalloyed and low-alloyed) - ✅ Very suitable
The classic application. Almost all processes are available and industrially tested. The suitability for hardening processes depends on the carbon content: from 0.3 % C useful, from 0.6 % C full hardenability. For purchasers, steel with a material number and heat treatment condition is the most straightforward case.
2. heat treatment of cast iron - ✅ Well suited
Cast iron behaves chemically similar to steel and can be stress relieved, normalized and, in special cases, induction hardened or flame hardened. The rougher cast structure requires careful pre-treatment and slow heating. Residues of mold release agents from the casting process must be removed before heat treatment.
3. heat treatment of aluminum - ✅ Well suited (hardening)
Hardenable aluminium alloys (6061, 7075, 2024, etc.) can be significantly increased in strength by solution annealing and ageing. Non-hardenable alloys (5052, 3003) can only be treated by recrystallization annealing. Die-cast parts often react problematically to T6 treatment (blistering). Note: Heat treatment and anodizing / anodizing must be planned in the correct sequence.
4. heat treatment of stainless steel (e.g. 17-4PH, 17-7PH) - ⚠️ Mixed
Martensitic and precipitation-hardening stainless steels such as 1.4542 (17-4PH) or 1.4568 (17-7PH) can be specifically adjusted. Strength and toughness can be adjusted by solution annealing and ageing. The target condition (H900 to H1150 at 17-4PH) must be specified in the drawing in accordance with AMS 5643.
Austenitic stainless steels have no transformation structure and cannot be influenced by hardening and tempering. The following are possible: Solution annealing (to dissolve chromium carbides after welding, avoid sensitization) and stress relief annealing. An increase in hardness is not possible. Alternatives: PVD, nitrocarburizing, cold forming.
5. heat treatment of titanium - ⚠️ Conditionally suitable, shielding gas mandatory
The strength of Ti-6Al-4V and other alpha-beta alloys can be adjusted by solution annealing and ageing (STA). Critical: Titanium reacts immediately with oxygen and nitrogen at elevated temperatures.
A brittle alpha contamination layer („alpha case“) forms, which is not visible but is critical to safety. Inert gas atmosphere or vacuum are mandatory. Only procure from NADCAP-certified companies. Standard reference: AMS 4928, DIN EN 2002.
6. heat treatment of copper and copper alloys - ⚠️ Restricted
Copper and brass are stress-relieved by recrystallization annealing and freed from work hardening. It is not possible to increase strength by hardening - exception: beryllium copper (CuBe2) can be precipitation hardened and achieves strengths of over 1300 MPa. Classic hardening processes for steel cannot be used for copper materials.
7. heat treatment of zinc die casting - ❌ Not suitable
Zinc die casting does not contain any iron - martensite or diffusion layer formation is not possible. Alternatives for hardening or protection: galvanic processes, chromating, powder coating.
8. heat treatment of plastics - ❌ Not comparable
Thermal treatments of plastics (tempering, aging for residual monomer reduction) are not physically comparable to metallic heat treatment. No structural transformation takes place. Processes are material-specific and not regulated by metallurgical standards.
Relevant standards and specifications for heat treatment
The following standards apply to tenders and drawings for heat treatment:
- DIN EN 10052 - Terms used in the heat treatment of ferrous materials (central terminology standard - defines all process terms in a binding manner)
- DIN EN ISO 683-1/-2/-3 - Quenched and tempered steels and case-hardening steels: chemical composition, mechanical properties and technical delivery conditions
- DIN EN 10083-1/-2/-3 - Quenched and tempered steels: chemical composition, mechanical properties and technical delivery conditions
- DIN EN ISO 2639 - Determination and testing of the case hardening depth CHD
- DIN EN ISO 18203 - Determination of the nitriding layer depth and nitriding hardness depth NHD
- DIN EN 515 - Aluminum alloys: Identification of the heat treatment states (T4, T6, T73 etc.)
- AMS 2750 - Pyrometry: Temperature calibration and furnace classes for heat treatment plants (aerospace, mandatory requirement in addition to NADCAP)
- AMS 2759 (series) - Heat treatment of steel in the aerospace industry (USA, SAE)
- AMS 2770 - Heat treatment of aluminum alloys (aerospace)
- AMS 4928 - Titanium alloy Ti-6Al-4V, heat-treated
- AMS 5643 - 17-4PH Stainless steel, states H900-H1150
- NADCAP - Process accreditation for special processes incl. heat treatment (mandatory in the aerospace industry)
- OEM factory standards - e.g. BMW GS standards, VW TL standards: contractually binding for automotive suppliers
Checklist for purchasers: Requirements for the job coater
- Certification according to DIN EN ISO 9001 - or industry-specific: IATF 16949 (automotive), AS9100 / NADCAP (aerospace)
- Documented oven qualification and temperature monitoring - in the aerospace industry according to AMS 2750, generally according to customer requirements or NADCAP
- Traceable process parameters: Batch protocol, temperature recording, cooling curve
- In-house testing equipment for hardness measurement (HRC, HV, HB) and coating depth testing (micrograph, Vickers hardness depth profile)
- Proof of process competence through reference parts or process documentation for the specifically required process
- Protective gas or vacuum systems for oxidation-sensitive materials (titanium, special alloys, high-alloy steels)
- Documented handling of distortion: straightening process, dimensional check after heat treatment, grinding possible?
- References from the target industry or for comparable component geometries
- Clear information on capacity, maximum component dimensions, delivery time and minimum quantities
Examples of heat treatment from industries

| Industry | Typical components | Primary goal of heat treatment |
| Automotive | Crankshafts, connecting rods, drive shafts, camshafts, gear wheels, gear shafts, springs, screws | Wear resistance, fatigue strength, defined strength classes |
| Mechanical engineering | Shafts, axles, gear wheels, spindles, hydraulic pistons, guides | Strength, wear resistance, dimensional stability |
| Toolmaking | Cutting tools, punching tools, press dies, forming tools | Maximum hardness, hot hardness, tool life |
| Aerospace | Steel structural components, chassis, Ti components (Ti-6Al-4V), Al structural components | High strength with minimal weight |
| Defense technology | Barrels, lock carriers, armor steel, system components | Continuous hardness, toughness, ballistic protection |
| Energy technology | Turbine shafts, pressure vessels, pipelines, fasteners | Creep resistance, compressive strength, residual stress relief after welding |
| Rail vehicles | Axles, wheels, brake disks, couplings, bogie frames | Fatigue strength, wear resistance, structural homogeneity |
| Connectors & Electronics | Contact parts, connecting elements | Residual stress relief, dimensional stability |
| 3D printing (metal) | SLM/DMLS components (Ti, Inconel, maraging) | Residual stress reduction, density, structural homogenization |
Heat treatment at FACTUREE
As a digital procurement platform for drawing parts, FACTUREE offers access to a qualified network of specialized contract coaters. The partners carry out heat treatments ranging from simple stress relief annealing to NADCAP-certified heat treatment for the aerospace industry.
Are you looking for a heat treatment company nearby? FACTUREE finds the right company regionally or nationwide - according to capacity, specialization and certification. Heat treatment in Berlin, Munich, Stuttgart or other locations: direct access without a lengthy search for suppliers.
In addition to standard processes, we offer heat treatment in accordance with DIN EN 10083, AMS 2759, AMS 2770, MIL-Specs as well as AS9100 and NADCAP-compliant processes. Contact us - feasibility and availability will be clarified quickly and directly.
Your advantages with procurement via FACTUREE: Qualified network of certified electroplating companies (DIN EN ISO 9001, NADCAP, etc.) Quick quotations for standard and special coatings | Transparent specific requirements directly in the inquiry Support with the selection of standards (DIN EN ISO 4042, DIN 50961 etc.) Flexibility with quantities: Prototype to large series


