Das Biegen von Blech zählt zu den wichtigsten Verfahren in der modernen Blechbearbeitung – sei es für einfache Gehäuse oder komplexe Präzisionsteile. Als umformendes Verfahren ermöglicht es die wirtschaftliche Herstellung stabiler, funktionaler Bauteile ohne Materialverlust. Doch um Maßhaltigkeit, Prozesssicherheit und Wiederholgenauigkeit zu gewährleisten, sind beim Blechbiegen zahlreiche technische Faktoren zu beachten: von der Wahl des Biegeradius über die Rückfederung bis hin zur fertigungsgerechten Konstruktion. Dieser Beitrag gibt einen praxisnahen Überblick über die Grundlagen, Verfahren, Toleranzen und typische Fehlerquellen – damit Ihr nächstes Blechteil auf Anhieb passt.
Wie funktioniert das Biegen von Blech?
Blechbiegen ist ein zentrales Umformverfahren in der Metallverarbeitung. Es wird oft auch als Abkanten bezeichnet. Ziel ist es, ein flaches Blech durch eine mechanische Krafteinwirkung plastisch zu verformen.
Dabei soll ein gewünschter Winkel oder eine Biegung entstehen. Das Blech wird bei diesem Verfahren in eine gewünschte Form gebracht.
Im Gegensatz zu zerspanenden Verfahren (wie Fräsen oder Bohren) wird beim Biegen kein Material entfernt. Stattdessen wird die Faserstruktur des Metalls an der Biegestelle neu geordnet. Die Außenseite (Biegezone außen) wird gestreckt, während die Innenseite (Biegezone innen) gestaucht wird.
Wie funktioniert der Biegeprozess?
Der gängigste Biegeprozess ist das Gesenkbiegen auf einer sogenannten Abkantpresse. Der Vorgang ist relativ einfach, aber dafür präzise und kraftvoll:
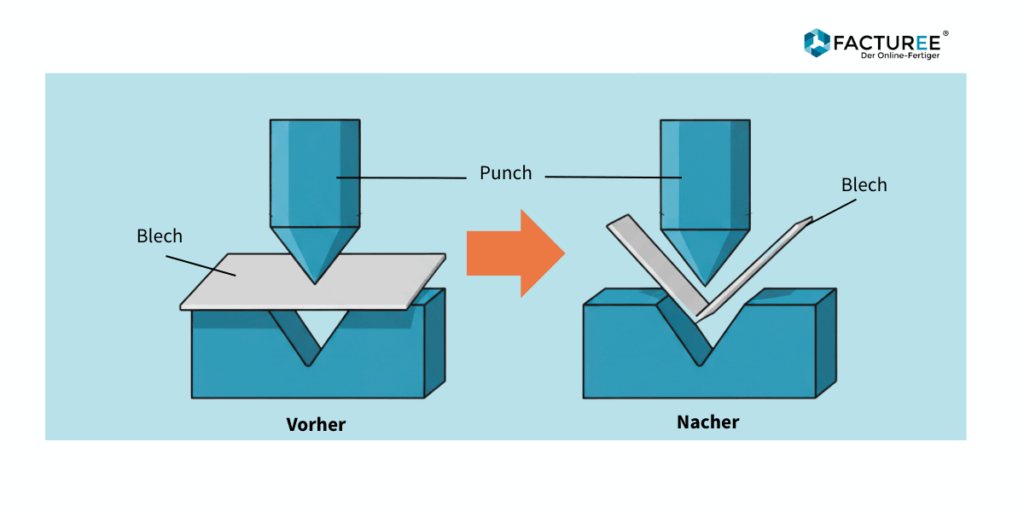
- Einlegen: Das Blech wird auf eine V-förmige Öffnung, die Matrize (auch Gesenk genannt), gelegt.
- Biegen: Der Stempel bewegt sich von oben nach unten und drückt das Blech mit hohem Druck in die Matrize.
- Umformung: Das Blech wird gezwungen, die Form zwischen Stempel und Matrize anzunehmen, wodurch der gewünschte Winkel entsteht.
Je nach Eintauchtiefe des Stempels in die Matrize ändert sich der resultierende Winkel.
Was muss man beim Blechbiegen beachten?
Um präzise und komplexe Geometrien zu erhalten, müssen drei physikalische Phänomene verstanden und kontrolliert werden. Insbesondere, wenn Sie Bleche biegen lassen.
Der Mindestbiegeradius: Risse vermeiden
Man kann ein Blech nicht beliebig scharf kanten. Jedes Material hat einen Mindestbiegeradius.
- Definition: Dies ist der kleinste Innenradius, mit dem ein Blech gebogen werden kann, ohne dass an der Außenseite der Biegung feine Risse entstehen oder das Material bricht.
- Wovon hängt er ab? Der Mindestbiegeradius ist primär von zwei Dingen abhängig:
- Material: Spröde, harte Materialien (z.B. hochfester Stahl, einige Aluminiumlegierungen) benötigen einen größeren Radius als weiche Materialien (z.B. Kupfer, Baustahl).
- Blechdicke: Je dicker das Blech, desto größer muss der Mindestbiegeradius sein.
Die Rückfederung (Springback): Den exakten Winkel treffen
Metall ist elastisch. Nachdem die Biegekraft entfernt wird, „erinnert“ sich das Material an seine ursprüngliche Form und federt ein kleines Stück zurück. Dieses Verhalten nennt sich Rückfederung (oder „Springback“).
- Problem: Wenn Sie einen exakten 90°-Winkel benötigen, das Material aber um 2° zurück federt, erhalten Sie nur einen 92°-Winkel.
- Lösung: Um den Zi-Winkel (z.B. 90°) zu erreichen, muss das Blech „überbogen“ werden (im Beispiel also auf 88°). Moderne CNC-Abkantpressen berechnen diesen Überbiegewinkel automatisch, um die Rückfederung exakt zu kompensieren.
Der Ausgleichswert (Biegeverkürzung)
Da das Material an der Außenseite gestreckt und innen gestaucht wird, ist die „gestreckte Länge“ des Blechs vor dem Biegen (der Zuschnitt) nicht einfach die Summe der Schenkellängen.
- Definition: Der Ausgleichswert (auch Biegeverkürzung oder Korrekturwert) ist der Wert, der von der Summe der Außenmaße abgezogen (oder zur Summe der Innenmaße addiert) wird, um die exakte Zuschnittlänge (Abwicklung) zu erhalten.
- Berechnung: Dieser Wert wird meist über den sogenannten k-Faktor ermittelt, der die Lage der „neutralen Faser“ (die Zone, die weder gestreckt noch gestaucht wird) beschreibt.
Wichtige Biegeverfahren im Überblick
Obwohl das Gesenkbiegen am häufigsten verwendet wird, gibt es je nach Anforderung unterschiedliche Verfahren und Maschinen.
| Verfahren | Maschine | Prozessbeschreibung | Vorteil |
| Gesenkbiegen | Abkantpresse | Stempel drückt Blech in eine V-Matrize. Man unterscheidet Frei-Biegen (flexibel, geringe Kraft) und Präge-Biegen (hohe Kraft, sehr präzise). | Sehr schnell, präzise, wirtschaftlich für Serien. |
| Schwenkbiegen | Schwenkbiegemaschine | Blech wird festgeklemmt, eine „Biegewange“ bewegt sich nach oben und biegt den freien Schenkel. | Sehr schonend für Oberflächen (kein Reiben an einer Matrize), ideal für große, sperrige Teile. |
| Wischbiegen | Abkantpresse (Spezialwerkzeug) | Das Blech wird festgehalten, und der Stempel „wischt“ am Blech entlang, um es um die Matrizenkante zu biegen. | Gut für sehr scharfe Kanten (geringe Radien). |
Toleranzen für Biegeteile: Was ist erreichbar?
Toleranzen für Biegeteile definieren die zulässige Abweichung des Bauteils vom exakten Soll-Maß. Da das Biegen ein Umformprozess ist, sind die erreichbaren Toleranzen naturgemäß größer als bei zerspanenden Verfahren (wie Fräsen). Die zwei größten Herausforderungen für die Präzision sind die variable Rückfederung (Springback) des Materials und leichte Schwankungen in der Blechdicke.
Wichtige Toleranzarten und Standardwerte
- Winkeltoleranzen: Dies ist die wichtigste Kenngröße. Sie gibt an, wie stark der fertige Winkel (z.B. 90°) abweichen darf.
- Längentoleranzen (Schenkelmaße): Bezieht sich auf die Länge eines gebogenen Schenkels oder den Abstand zwischen zwei Biegungen. Achtung: Bei Teilen mit mehreren Biegungen können sich diese Längentoleranzen addieren.
Normen und Einflussfaktoren
- Maßgebliche Norm: Die korrekte Norm für Biegetoleranzen ist die DIN EN ISO 2768-2 (Kaltgeformte Kantteile), welche verschiedene Toleranzklassen (z.B. „normal“ und „fein“) definiert.
- Wichtigste Einflussfaktoren:
- Maschine: Moderne CNC-Abkantpressen mit integrierten Winkelmesssystemen (Laser oder Taster) erreichen die engsten Toleranzen.
- Material: Eine gleichbleibende Materialcharge (Dicke, Festigkeit) ist entscheidend für eine konstante Rückfederung.
- Werkzeug: Der Zustand und die Präzision von Stempel und Matrize sind kritisch.
Was sind die Anwendungsbereiche von gebogenem Blech?
Gebogene Blechteile sind aufgrund ihrer Stabilität und Wirtschaftlichkeit allgegenwärtig.
- Gehäusebau: Schaltschränke, Computergehäuse, Verkleidungen für Maschinen.
- Fahrzeugbau: Karosserieteile, Rahmen, Halterungen.
- Haushaltsgeräte: Gehäuse für Waschmaschinen, Kühlschränke, Backöfen.
- Architektur: Fassadenelemente, Dachprofile, Fensterbänke.
- Möbelindustrie: Metallregale, Tischgestelle, Designelemente.


