Zinc Coating of Metals: What buyers need to know
Zinc coating is the most frequently used process worldwide for active corrosion protection of steel. The metallic zinc layer acts as a cathodic sacrificial anode. It protects the base material even if the surface is mechanically damaged. This applies to components from individual prototypes to large-scale production, from mechanical engineering to infrastructure.
Expensive mistakes in process selection, drawing specification and procurement can be avoided. Design engineers and technical purchasers who are familiar with hot-dip galvanizing, electrogalvanizing and alloy coatings such as ZnNi and specify them correctly will save complaint costs and ensure the required corrosion protection in the long term.
What is zinc coating?
Zinc coating is a metallic surface protection process in which a layer of zinc is applied to steel or iron materials. Zinc protects the base material in two ways at the same time. On the one hand, zinc acts as a barrier layer that keeps out moisture and oxygen. On the other hand, it acts as a cathodic sacrificial anode that dissolves electrochemically and thus actively protects the steel from corrosion.
This cathodic protection is the decisive technical advantage over organic processes such as powder coating or wet painting. Even if the zinc coating is damaged at edges or interfaces, the protection remains intact.
The zinc layer can also break down locally under mechanical stress. However, the zinc continues to protect the exposed steel in the surrounding area. This property is called cathodic remote protection or sacrificial protection. It is the reason why zinc coating is used for outdoor applications with high corrosiveness.
Zinc coating only slightly changes the structure of the base material when hot-dip galvanizing. This is because the bath temperature of around 450 °C for high-strength steels must be taken into account. Zinc coating takes place at room temperature and is therefore suitable without restriction for fasteners up to and including strength class 8.8.
Pre-treatment during zinc coating
Pre-treatment is the most critical step in the zinc coating process. An insufficiently cleaned or activated surface leads to defects, adhesion failure and reduced corrosion protection. Regardless of how well the actual zinc coating process is carried out.
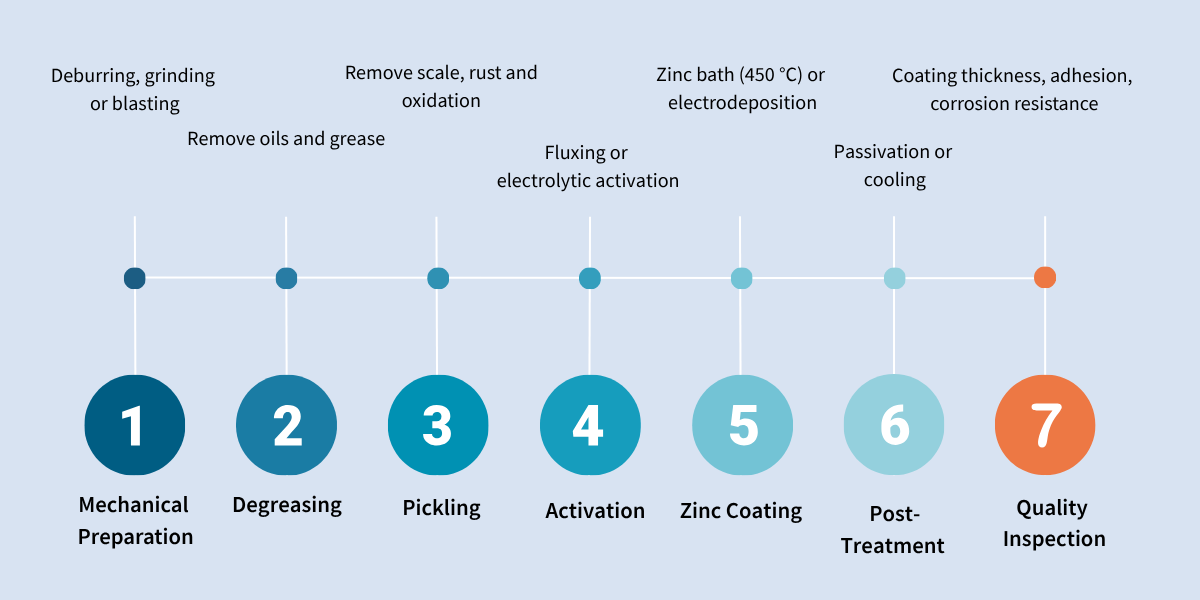
In hot-dip galvanizing, the pre-treatment always follows this sequence:
- Degreasing with aqueous cleaners or alkaline solutions to remove oils, greases and cooling lubricants from the machining process
- Pickling with hydrochloric acid or sulphuric acid to completely remove scale, rust and mill scale
- Fluxing with zinc ammonium chloride solution to prevent re-oxidation before immersion. And to ensure wetting by the liquid zinc
This pre-treatment sequence applies to zinc coating (electrogalvanizing):
- Degreasing electrolytically or by alkaline immersion cleaning
- Pickling for complete activation of the steel surface
- Electroplating bath (alkaline cyanide, alkaline cyanide-free or acidic) for the deposition of the zinc layer
- Passivation after deposition in the colors blue, yellow iridescent, black or thick-film. This protects the zinc surface against white rust formation. All passivations must be Cr(VI)-free (REACH conformity see our video here).
The following applies to tenders and drawings: Specify the required passivation color explicitly, not just the method. Most complaints in practice are not caused by an incorrectly selected coating thickness! They arise due to missing or contradictory information on passivation and corrosion protection class in accordance with DIN EN ISO 9227.
What is zinc coating used for?
Zinc coating is chosen when one or more of the following protection goals must be achieved:
- Active corrosion protection through cathodic sacrificial protection, which continues to work even if the coating is damaged locally.
- Long-term protection in outdoor areas according to corrosivity categories C3 to C5 in accordance with DIN EN ISO 9223. Documented protection durations of 20 to over 70 years depending on coating thickness and ambient conditions.
- Protection of fasteners and standard parts, that cannot be re-treated once installed. These must be permanently weather-resistant.
- Basis for the duplex system, in which hot-dip galvanizing and powder coating are combined and work synergistically (in accordance with DIN EN 15773)
- Economic efficiency for large constructions and series components, as hot-dip galvanizing coats entire assemblies in a single dip, without individual processing
- High corrosion protection for automotive components thanks to ZnNi alloy coatings that achieve corrosion resistance of over 720 hours in the salt spray test in accordance with DIN EN ISO 9227
Zinc coating at a glance
- Procedure: Hot-dip galvanizing (approx. 450 °C), zinc coating (also electrolytic galvanizing), ZnFe and ZnNi alloy coatings, Sherardizing, mechanical galvanizing, chemical galvanizing
- Protection principle: Cathodic victim protection and barrier effect
- Suitable materials: Structural steel, construction steel, cast iron (limited), standard parts and fasteners
- Typical layer thicknesses: 7-25 µm (electroplating), 45-200 µm (hot-dip galvanizing)
- Central standards: DIN EN ISO 1461 (hot-dip galvanizing), DIN EN ISO 4042 (zinc coating), DIN EN ISO 10684 (hot-dip galvanizing of fasteners)
- Combinability: Duplex system with powder coating in accordance with DIN EN 15773 for the highest corrosion protection requirements
What types of zinc coating are there?
The choice of process determines the coating thickness, protective effect, dimensional accuracy and area of application. In addition to the galvanic and thermal processes, mechanical galvanizing and chemical galvanizing are also relevant for special components.
The following overview shows all relevant procedures for industrial procurement:
| Procedure | Bath temperature | Layer thickness | Typical application | Strength |
| Hot-dip galvanizing (batch galvanizing) | approx. 450 °C | 45-200 µm | Steel construction, lattice masts, pipelines, beams, railings | Maximum protection, even for complex large components, DIN EN ISO 1461 |
| Zinc coating (Zn) | Room temperature | 7-25 µm | Screws, small parts, precision parts, standard parts | Dimensionally stable, wide passivation options, DIN EN ISO 4042 |
| Galv. ZnFe (iron zinc) | Room temperature | 7-15 µm | Car body components, automotive structural parts | High weldability, good paint adhesion, phosphatable |
| Galv. ZnNi (zinc nickel) | Room temperature | 8-15 µm | Chassis components, brake parts, aviation | > 720 h salt spray, temperature resistance up to approx. 120-150 °C depending on Ni content |
| Sherardize | 280-400 °C | 10-30 µm | Standard parts, small parts, complex threaded components | Uniform coating even on threads and difficult-to-access geometries |
| Strip hot-dip galvanizing | approx. 450 °C | 7-25 µm | Automotive sheet metal, sheet metal components made from steel strip | Very even layer, economical for belt material in large quantities |
Zinc coating: advantages and disadvantages
| Advantages | Disadvantages |
| Cathodic sacrificial protection continues to work even in the event of damage to the surface | Hot-dip galvanizing (450 °C) not suitable for fasteners from strength class 10.9 and high-strength steels over 1000 MPa |
| Metallic layer: no flaking, no blistering, no swelling problems | Zinc coating: coating thickness limited, not sufficient for highly corrosive C5 environments alone |
| Economical for large constructions, series components and mass connectors | Risk of hydrogen embrittlement in high-strength components due to pickling process, stress-relief annealing required in accordance with DIN EN ISO 4042 |
| Can be combined with powder coating in the duplex system (DIN EN 15773) for maximum protection durations | Dimensional tolerance in hot-dip galvanizing: layer thicknesses of up to 200 µm affect mating surfaces and threads |
| Documented protection durations of 20-70+ years, depending on coating thickness and corrosivity category | Tub sizes of the galvanizer limit the maximum component size for hot-dip galvanizing |
Zinc coating of metals: All materials at a glance
The suitability for zinc coating depends directly on the substrate. The decisive factors are material composition, strength, component geometry and the required level of protection:
1. Zinc coating of steel - ✅ standard application
Structural steel according to DIN EN 10025 is the standard substrate for hot-dip galvanizing. The silicon content of the steel has a direct influence on the coating thickness and coating morphology.
Steels in the sandelin range (0.03-0.12 % Si) or with more than 0.25 % Si form thicker, sometimes brittle alloy layers. The silicon content must already be checked in the steel specification and agreed with the zinc coating contractor before drawing approvals are granted.
Material specifications including Si content should be included on the drawing. The required coating thickness class in accordance with DIN EN ISO 1461 should also be specified (depending on the material thickness of the component).
2. Zinc coating of screws and fasteners - ✅ Well suited
Screws, nuts and fasteners are mainly zinc coated or hot-dip galvanized in accordance with DIN EN ISO 10684. Hot-dip galvanizing is permitted up to and including strength class 8.8 in accordance with DIN EN ISO 10684, but is excluded from class 10.9 onwards. When hot-dip galvanizing metric threads, the following also applies: Nuts must be oversized or re-cut due to the thickness of the zinc coating.
3. Zinc coating of iron - ⚠️ Conditionally suitable
Cast iron can be hot-dip galvanized, but requires careful pre-treatment. The graphite structure in the cast structure can make uniform wetting by the liquid zinc difficult. Special fluxes and adapted bath compositions are required. Cast iron parts should only be procured from specialized galvanizing contractors who can provide explicit process references for this material.
4. Zinc coating of brass - ⚠️ Conditionally suitable
Brass can be electrogalvanized and is established industrially for fittings, connecting parts and decorative components. Hot-dip galvanizing is not applicable to brass.
In a zinc bath at 450 °C, zinc and copper alloy with each other, which leads to uneven coating adhesion and coating defects. An adapted pre-treatment is required for the electrogalvanizing of brass. This is because the copper alloy reacts more sensitively to aggressive pickling baths than steel. Brass components should only be procured from galvanizing contractors who can provide explicit process references for copper alloys.
5. Zinc coating of copper - ⚠️ Conditionally suitable
Copper can be electrogalvanized. It is used when corrosion protection needs to be combined with electrical conductivity. For example, for busbars, terminals and electrical contact parts.
Hot-dip galvanizing is not suitable for copper. This is because zinc and copper form an alloy in the molten bath, which makes the coating properties uncontrollable.
Pre-treatment requires special care. Copper reacts sensitively to strong acids, which is why gentle pickling systems are necessary. As with brass, only procure from galvanizing contractors with proven experience with copper materials.
6. Zinc coating of stainless steel - ❌ Not suitable
Stainless steel already has an anti-corrosion effect due to its own passive layer. Galvanizing does not make technical sense and is not economically justified. Suitable surface processes for stainless steel are passivation, electropolishing or PVD coating.
7. Zinc coating of aluminium - ❌ Not applicable
Aluminium is not galvanized. The relevant corrosion protection processes for aluminium are anodizing (anodizing), powder coating after prior chromium-free conversion coating or PVD. For components where steel and aluminum come into contact, contact corrosion must be prevented. Separate the metals appropriately or coat the steel.
Alternatives to zinc coating
Zinc coating is not the best choice for every material and every requirement. The following overview shows the most important alternatives and when they make more sense:
| Procedure | Protection principle | Better than zinc coating if... |
| Powder coating | Organic barrier layer | Optics and coloring required, mechanical resistance in the foreground |
| Duplex system | Zinc + organic barrier | Highest corrosion protection requirements C4/C5, long maintenance intervals |
| Phosphate conversion coating | Conversion layer as a primer | Paintability or cold forming required, no independent corrosion protection |
| Passivation | Oxide layer on stainless steel | Substrate is stainless steel, no zinc desired |
| KTL | Organic barrier layer, high edge coverage | Complex geometries with cavities, automotive requirements |
| PVD | Hard functional layer | Wear protection and appearance on precision parts, stainless steel or aluminum |
Relevant standards and specifications for zinc coating
The following standards and regulations apply to tenders, drawing specifications and supplier inspections:
- DIN EN ISO 1461 - Hot-dip galvanizing of piece goods: Requirements for coating thickness, adhesion, testing and repair
- DIN EN ISO 4042 - Zinc coating: Coating thickness classes, passivations, requirements for stress-relief annealing of high-strength components (190-220 °C depending on strength class)
- DIN EN ISO 10684 - Hot-dip galvanizing of fasteners: Threads, permissible up to and including strength class 8.8, test requirements
- DIN EN ISO 9223 - Corrosivity categories C1 to C5 as a basis for process selection depending on the place of use
- DIN EN ISO 9227 - Salt spray test as standardized proof of corrosion protection (hours to white rust and red rust)
- DIN EN 15773 - Duplex system: Powder coating on hot-dip galvanized steel, pre-treatment requirements and adhesion tests
- DIN EN ISO 2178 / 1463 - Coating thickness measurement of non-magnetic coatings on magnetic substrates
- REACH regulation - restriction of chromium(VI) in passivations; Cr(VI)-free passivations are the industry standard and must be documented by the galvanizing contractor. Watch our video on REAH and ROHS.
Checklist for purchasers: Requirements for contract zinc coaters
- Certification according to DIN EN ISO 9001 or industry-specific: IATF 16949 (automotive), Gütegemeinschaft Feuerverzinken (for hot-dip galvanizing according to DIN EN ISO 1461)
- Proof of the passivation paint used (blue, iridescent yellow, black or thick-film) and written confirmation that it is Cr(VI)-free in accordance with REACH
- Coating thickness measurement in accordance with DIN EN ISO 2178 or 1463 with traceable measurement logs per batch or lot
- Documentation of the tank dimensions for hot-dip galvanizing: component size must fit into the tank, clarify limit dimensions at an early stage
- Stress-relief heat treatment protocol for high-strength components: 190-220 °C depending on strength class, time and duration documented in accordance with DIN EN ISO 4042
- Process references for special materials (cast iron, AHSS) available, if relevant
- Duplex suitability verified and pre-treatment process specified for subsequent powder coating if duplex system is planned
Zinc coating in practice: Industry overview

Zinc coated components can be found in almost every manufacturing industry, from steel construction and mechanical engineering to automotive supply.
The following overview shows where zinc coating is used as standard, which protection goal is in the foreground in each case and which process is used for this.
| Industry | Typical components | Coating objective and process |
| Steel construction and infrastructure | Girders, lattice masts, bridge parts, railings, foundation anchor rails | Long-term corrosion protection C4/C5, hot-dip galvanizing in accordance with DIN EN ISO 1461, protection periods 30-70 years |
| Mechanical engineering | Frames, brackets, covers, axles, fasteners | Corrosion protection C3/C4, zinc coating for precision parts, hot-dip galvanizing for structures |
| Automotive | Body components, brake components, chassis bolts, brackets | ZnFe for weldability and paintability, ZnNi for maximum corrosion protection, IATF 16949-compliant |
| Construction and building services | Roof structures, pipelines, rails, fasteners | Hot-dip galvanizing for weather resistance, duplex system for façades in accordance with DIN EN 15773 |
| Energy supply | Wind power structures, masts, cable routes, foundations | Hot-dip galvanizing for C5 resistance, minimized maintenance intervals over the entire service life of the system |
Zinc coating nearby with FACTUREE
FACTUREE is a digital procurement platform for drawing parts with a network of over 2,000 qualified manufacturing partners in Europe. The network includes certified zinc coating contractors for all relevant processes, from zinc coating small precision parts to hot-dip galvanizing large steel structures.
Are you looking for a zinc coating contractor in Berlin, throughout Germany or in Europe? FACTUREE finds the right company based on capacity, tank size, process specialization and certification status. Inquiries are processed directly and without a lengthy search for suppliers, with transparent offers from prototype to large-scale production.
In addition to standard processes such as zinc coating and hot-dip galvanizing, FACTUREE offers access to ZnFe and ZnNi alloy coatings as well as Sherardizing for complex geometries. At FACTUREE, galvanizing can be seamlessly combined with powder coating in the duplex system, passivation and heat treatment from a single source.
Your advantages with procurement via FACTUREE: Qualified network of certified contract zinc coating (DIN EN ISO 9001, IATF 16949, Gütegemeinschaft Feuerverzinken) | Quick quotations for standard and special processes (ZnNi, Sherardizing, duplex system) | Direct inquiry with material, process, coating thickness class, passivation and standard specification | Technical support with process selection, drawing details and specification by specialist team | Zinc coating can be combined with powder coating, passivation and heat treatment from a single source | Flexibility with quantities: Prototype to large series
Questions & answers about zinc coating
Difference: Zinc coating and hot-dip galvanizing briefly explained.
Hot-dip galvanizing immerses the component in liquid zinc at around 450 °C. The resulting layer consists of several iron-zinc alloy layers and a pure zinc top layer. It is significantly thicker (45-200 µm), offers the highest long-term corrosion protection and is used for large structures and outdoor applications.
Zinc coating (electrolytic galvanizing) electrochemically deposits zinc from an aqueous solution at room temperature. The layers are thinner (7-25 µm) and more precise in terms of layer thickness distribution. They can be combined with a wider range of passivation options. Zinc coating is the standard choice for precision parts, screws and dimensionally critical components.
Powder coating vs zinc coating: What is the difference and which is better?
Powder coating and zinc coating both protect metals from corrosion, but work in fundamentally different ways. Galvanizing applies a metallic zinc layer that has a cathodic effect. This layer actively protects the steel even if the surface is damaged.
Powder coating, on the other hand, forms an organic protective layer of synthetic resin. It keeps out moisture and oxygen. However, if damaged, the layer no longer offers active protection.
The decisive difference for the choice of procedure:
- Zinc coating is the right choice for high corrosivity classes (C4/C5), outdoor applications without regular maintenance, components with edges and interfaces and wherever the protective effect must be retained even after mechanical damage.
- Powder coating is the right choice when appearance and color are important; when mechanical resistance such as scratch and impact resistance is required; or when a wide selection of colors and surface textures is needed.
The duplex system is recommended for the highest requirements: hot-dip galvanizing as a metallic base combined with powder coating as an organic top layer. Both processes work synergistically and offer significantly longer protection periods than any individual coating. The duplex system is standardized in accordance with DIN EN 15773 and can be procured from a single source at FACTUREE.
Can zinc coating be combined with powder coating?
Yes, the so-called duplex system combines hot-dip galvanizing and powder coating and is standardized in accordance with DIN EN 15773. Zinc and organic coating work synergistically: the zinc layer provides cathodic protection, while the powder coating acts as a barrier against moisture and oxygen.
The duplex system offers significantly longer protection periods than any individual coating. It is the standard for bridges, façade structures and infrastructure components in highly corrosive environments (C4/C5). At FACTUREE, the duplex system can be procured from a single source.
Can zinc coating be removed?
Yes, a zinc coating can be removed, but the process depends on the thickness of the coating and the substrate. Common methods are chemical stripping with solutions containing hydrochloric acid or sulphuric acid, mechanical blasting and, in special cases, electrochemical stripping. Chemical stripping is the gentlest method for the substrate and is preferred for dimensionally critical components. Blasting is faster, but always removes a small amount of base material.
After removing the zinc coating, complete pre-treatment is absolutely essential. Only then can a new zinc coating or another surface treatment be applied. In the case of high-strength steels, stress-relief annealing must again be prescribed after a new pickling process.
Removing a galvanized coating is time-consuming and rarely makes economic sense. A more common reason is a faulty initial coating or reworking of the component that requires a new coating. In these cases, early consultation with the galvanizing contractor is recommended. In this way, suitable stripping processes and the subsequent steps can be clarified.
Which supplier offers zinc coating for drawing parts in Germany?
As a digital procurement platform with over 2,000 manufacturing partners, FACTUREE offers access to certified contract zinc coaters throughout Germany and Europe. The range includes electrogalvanizing, hot-dip galvanizing, ZnNi alloy coatings and duplex systems. These all come with complete standard documentation and transparent quotations for prototypes to large-scale production.
What are the costs for zinc coating?
The cost of zinc coating depends on the component size, quantity, process, coating thickness and required certification. Depending on the quantity and passivation, zinc coating of small parts and screws costs between a few cents and less than one euro per part.
Hot-dip galvanizing is often charged by weight, with basic prices depending on component complexity and tank capacity. Special processes such as ZnNi or Sherardizing are more complex and correspondingly more expensive.
The biggest cost lever in hot-dip galvanizing is usually not the material, but the component geometry. Tank size, suspension points and flushability of hollow profiles directly determine the cost.
For reliable prices, we recommend a direct inquiry with drawing, material, process and quantity.